






塑料激光焊接工艺和焊缝设计
2021-08-23

塑料激光焊接技术本身已经发展了几十年,不是一个新技术。但是在最近几年,随着激光发生器价格下降,电子/电气元件体积减小,以及更加苛刻的外观要求,塑料激光焊接工艺正迅速被各行各业所应用。
1 塑料激光焊接工艺
使用一种精确的红外激光束(波长有1um和2um两种)。激光束通过上层透射材料传输,然后被下层材料表面吸收。这两种材料紧密接触,当激光能量被吸收时,它们之间连接处升温并熔化,最终形成化学连接。
该工艺分为3个阶段:
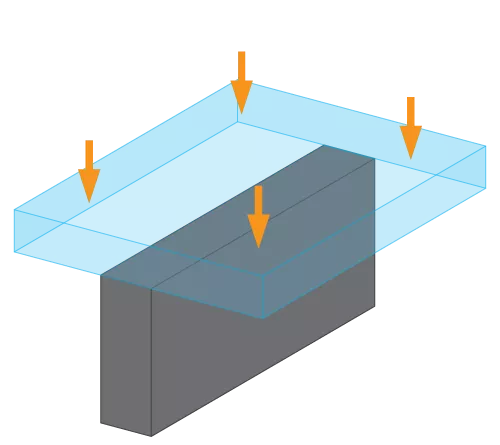
• 第一阶段:压紧。通过治具压板将上下零件压紧,红外透明材料在上,吸收材料在下。
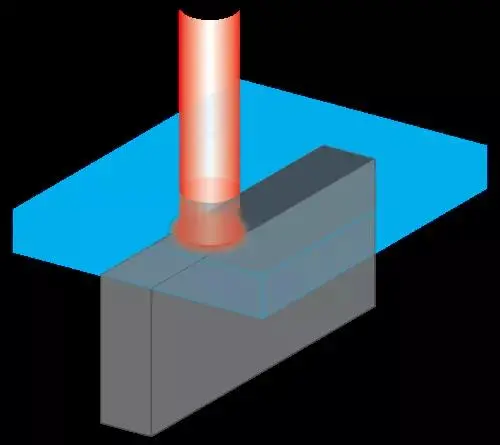
• 第二阶段:加热。激光透过上层,被下层零件表面吸收,加热和熔化焊筋。
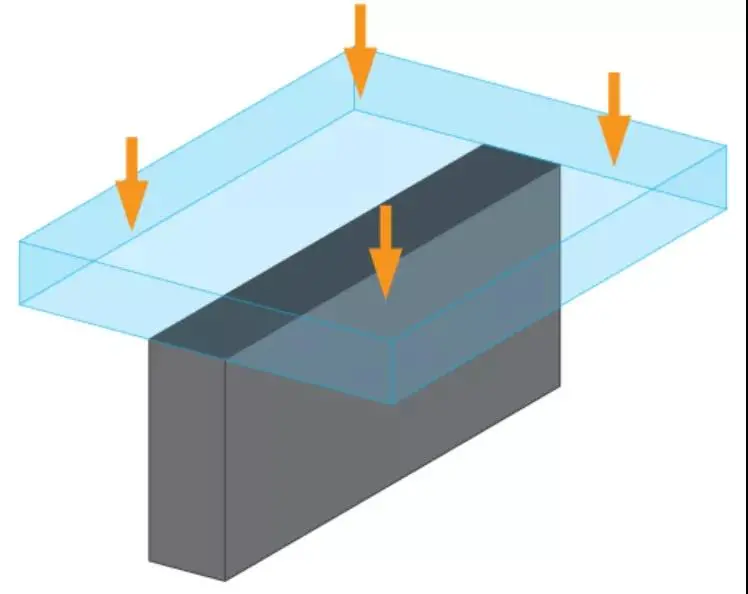
• 第三阶段:冷却。关闭激光,保持夹紧力,使焊缝冷却并凝固。
2 塑料激光焊接优点
• 焊缝清洁,无颗粒物污染。采用红外激光束而非摩擦加热方式,因此焊接过程不产生颗粒物。同时,可以精准的控制加热区的位置和大小,因此溢料控制更灵活简单。
• 快。能量的高度集中意味着塑料的加热速度非常快。
• 热影响区域控制精准。因此,非常适合小型化的电子电气产品。
• 无有害振动。避免了对内部元件的损伤。
3 塑料激光焊接缺点
• 激光系统配置成本高。
• 对零件材料有特殊要求,上层零件透光率应大于15%,下层零件需要添加1%体积的炭黑。
• 零件结构设计有限制,一般要求上层零件厚度小于3mm,且不能有结构阻挡激光束。
• 注塑精度有一定要求,零件平面度应小于0.2mm,装配后上下层之间间隙应小于0.1mm。
4 激光焊接系统选择 按照激光波长可分为:1um和2um的焊接系统。
目前广泛使用1um激光焊接系统,1um激光焊接原理如上文所述,是采用上层透射+下层吸收原理进行连接。无法对上下均透明的零件进行焊接。
2um激光焊接系统,是对上下零件同时加热,在结合处温度上升最快,从而熔化并形成连接。能够对上下均透明的零件进行焊接。2um激光焊接的速度较1um激光焊接更慢。目前只有美国Dukane和德国的LPKF有该技术和设备。
本文介绍的仅限于主流的1um激光焊接系统。
按照激光束的扫描方式,1um激光焊接系统又可分为 轮廓扫描焊接系统、准同步焊接系统,和同步焊接系统。目前,主流是1um的准同步激光焊接系统。
• 轮廓扫描激光焊接。通过伺服驱动激光头或者零件,使得激光束在焊接路径上移动。具有足够的能量来熔化和连接零件。该方式适合平面对平面的焊接,或者塌陷距离小于0.1mm产品。
• 准同步激光焊接。激光头固定,通过镜头(镜头里面有两面伺服控制的偏光镜)在一定区域内对焊筋进行扫描加热。扫描速度可达500mm/s,并且可根据需要扫描多圈。因此,可认为一圈焊筋同时熔化和连接。也是目前主流且经济的激光焊接系统。适合的产品尺寸,最大可达1m×1m(根据不同材料和应用会有所差异)。
• 同步激光焊接。利用多个或数十个光纤激光器,根据焊缝轨迹进行排布,同时对焊筋进行加热。优点是焊接速度快。缺点是系统价格最高,且因激光头布置固定,所以换型成本高且不方便。目前,美国Branson拥有该技术。
5 材料添加剂对激光焊接的影响 关于颜料或者染料。实际上,任何颜色组合都可以应用激光焊接。最佳选择是上层材料自然色,下层材料加1%的炭黑。其次是黑色对黑色零件焊接,一般上层材料选择红外透明黑色,下层材料添加炭黑。白色对白色也可以焊接。最难的是透明对透明焊接。
应该注意的是,半结晶材料如PEEK或者LCP,当作为上层透明层时,应采用自然色,不能添加颜料或者染料,会影响焊接。
玻璃纤维大大降低了塑料透射率。所以,当上层透明层采用PBT+30%玻纤材料时,厚度不应该超过2mm。生产中尤其要注意,注塑模具温度对透射率有很大的影响(如冷却太快或太慢等)。如果使用尼龙,玻纤含量不应超过35%。
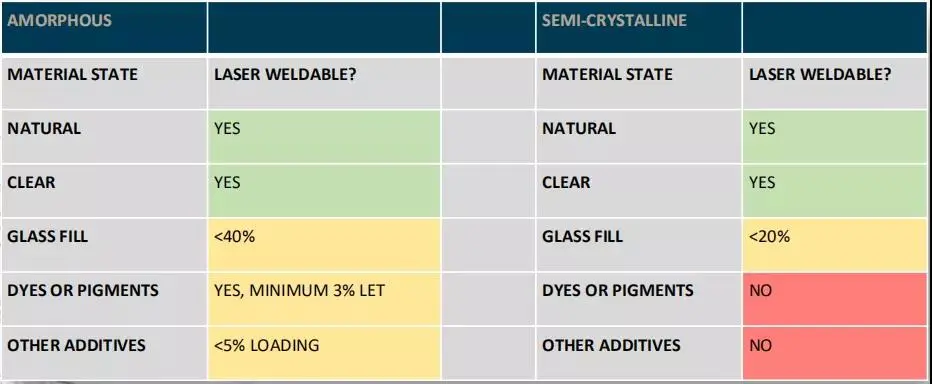
添加剂选择参考表。从下表中可以得到:
• 大多数热塑性塑料,包括无定形和半结晶两种,在自然色或者透明色状态下,都可以采用塑料激光焊接。
• 无定形材料允许玻纤含量小于40%,半结晶材料允许玻纤含量应小于20%。
• 无定形材料可以使用染料或者颜料进行上色,半结晶材料使用染料或者颜料上色时无法焊接。
6 焊缝设计
常见的焊缝设计有三种:
1. 搭接设计(Lap Joints);
2. T筋设计(T Joint / Collapse Rib);
3. 径向过盈设计(Radial Joint)。
7 搭接设计
这种类型的焊缝设计经常出现在微流体装置,小屏幕产品和纺织类应用上。有时,也在零件表面做出小于0.1mm焊接筋。下图在微流体装置上使用的高度小于0.1mm焊接筋。


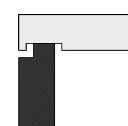
8 T筋设计

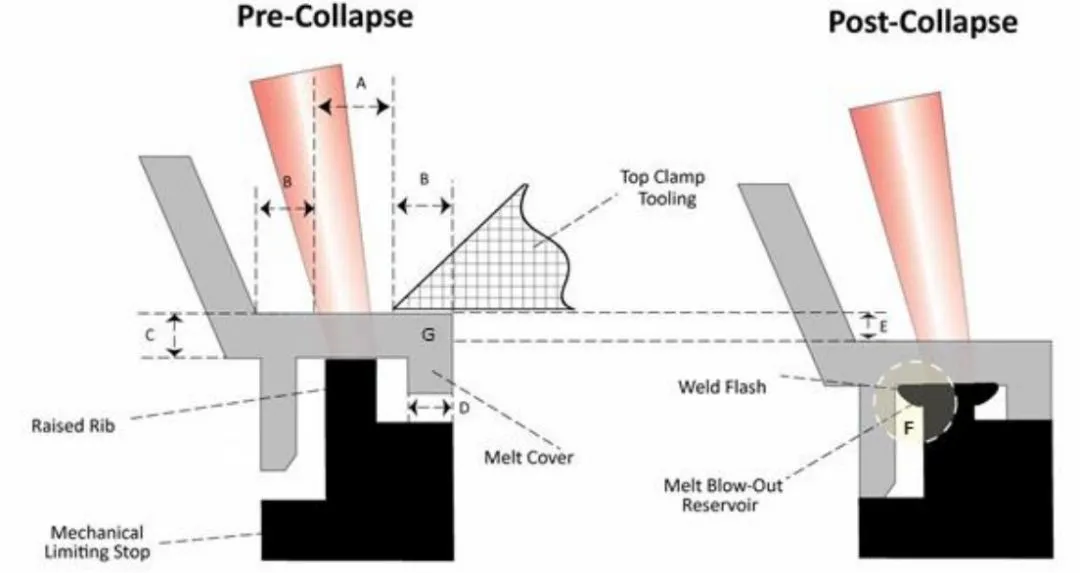

上图中A是激光束光斑尺寸,一般为0.5-4mm,大小可调。B是压板空间,应大于0.5mm。C是上层厚度,一般应小于3mm。厚度大小取决于材料和添加剂,例如,透明的PC厚度可达10mm仍可以焊接,PBT+30%玻纤,上层厚度应小于2mm。E是焊接距离,也叫做塌陷距离。一般塌陷距离设计在0.15-0.7mm之间,常见是0.3-0.4mm。
该设计类似超声波焊接的焊缝设计,有两点优势:
• 通过塌陷,克服零件尺寸误差,或者翘曲导致的焊接问题;
• 通过监测塌陷距离,可判断焊接质量和稳定性。
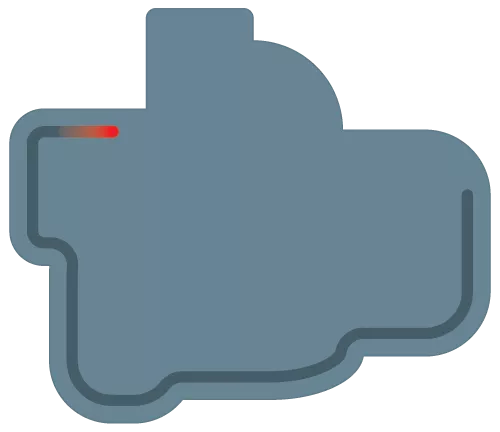
典型焊缝设计案例
产品尺寸100mmx75mm,需要满足密封和无溢料的要求。
焊缝设计如上图所示:筋宽度2-3mm,焊接深度0.3-0.4mm。
9 径向过盈设计
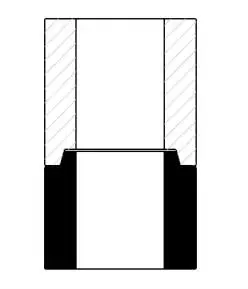
要求内外零件过盈配合即可。过盈量应该在克服所有零件公差后,仍余有一定的干涉量。一般经验,过盈量是直径的1%-2%。例如,直径10毫米圆件应有0.01mm-0.02mm的干涉,才能得到好的焊接结果。
下图是采用径向焊缝设计的产品。

10 零件设计
防止错位导致外观不良,可在筋两侧设计定位凸台,如下图所示。也可以通过设计其它结构进行定位。

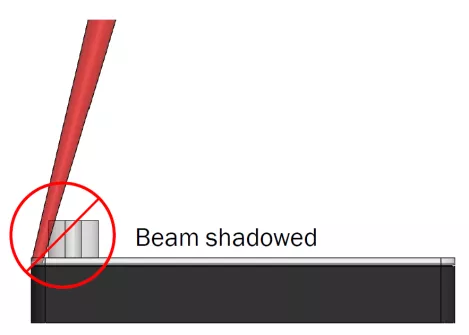
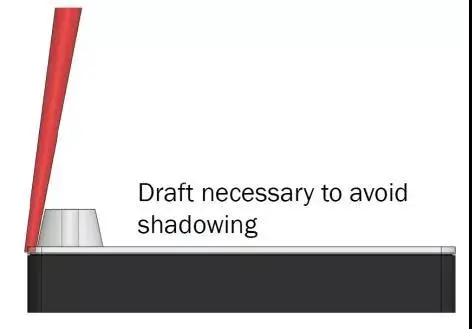
零件设计中应考虑避免激光束被其余结构阻拦。
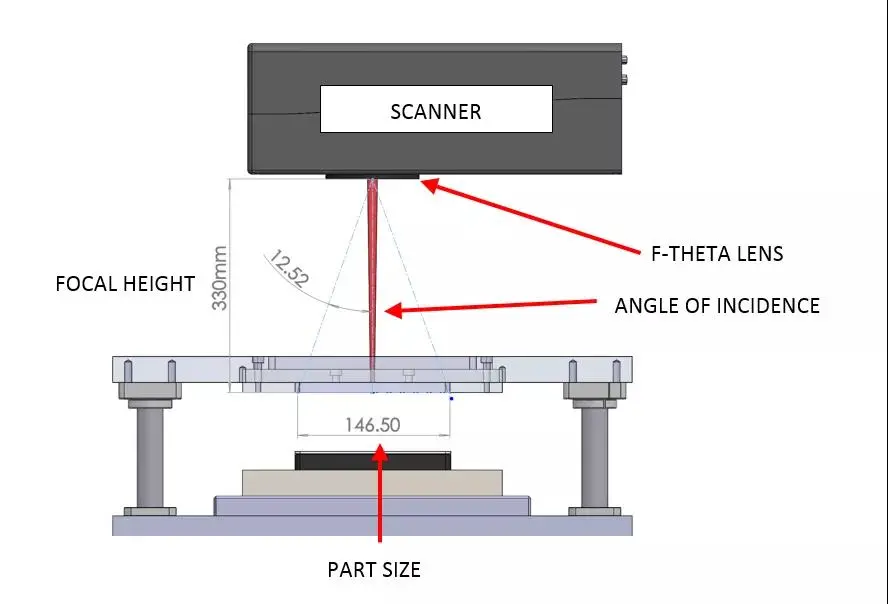
同时,为了避免在零件表面反射,激光束应处于零件法线±15°区域内。可以用CAD对以上情况进行模拟。
来源:超声技术和应用HighTech


