






关于PTCA球囊及导管技术超全讲解,2022年医疗设备展总结看这一篇就够了
2022-10-19
44年前年Gruentzig完成医学史上首例经皮冠状动脉血管成形术(PTCA)并获得成功,开创了冠心病介入治疗的新纪元。即使到现在PTCA依然是经皮冠状动脉介入治疗(PCI)的主要器械。虽然冠脉支架已经成为PCI焦点,但球囊仍然是血管重建和支架扩张不可或缺的组成。根据idataresearch在2020年最新分析,美国每年进行的PCI超过96.5万例。
球囊导管既可用于普通球囊血管成形术 (POBA),也可用于支架输送及扩张。导管通常是通过一个狭窄的导引导管插入股动脉中,而球囊则安放在因病变而狭窄的血管里。因此,球囊的壁必须非常薄,一般厚度大约为0.001英寸(25微米)。然而,由于钙化病变的狭窄血管很难被扩张开,因此球囊必须具备抗撕裂特性和高爆破压力,标称压力范围通常在6到8个标准大气压,额定爆破压力范围在12到20个标准大气压。
当有时必须进行反复扩张时,也应考虑球囊疲劳因素。最后,为防止扩张过度对血管壁造成损伤,在标称压力下球囊的纵向直径必须稳定可靠。而且所要求的球囊还必须是低顺应性(例如,在从标称压力上升到额定爆破压力的范围内,球囊的直径增加有限的5-10%)。为了能生产出具有上述特点的球囊,性能一致的高品质球囊管材极为关键。
临床上PTCA球囊导管的种类有下列几种:
(1) 快速交换球囊:
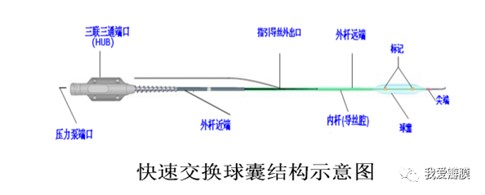
多为单轨(monorail)球囊,是目前PCI治疗中应用最为广泛的球囊类型。益心达医学新技术有限公司生产的球囊即为此类型。此类球囊仅球囊近段部分15-30cm可沿着导丝同轴滑行,其余推送杆无导丝通过的内腔,配合使用标准长度的180-195cm导丝,单人即可快速简便操作,其缺点为无法交换导丝,以及在处理复杂病变时对导丝支撑较弱。
(2) OTW(over the wire)球囊:
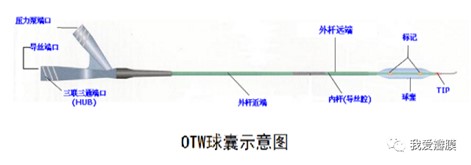
全长有可以通过导丝的内腔,球囊沿300cm导丝滑行,需助手协助操作,因可交换导丝及加强导丝支撑,常用于CTO病变的处理,用于外周血管扩张的球囊多为OTW球囊。
(3) 固定导丝(fixed wire )球囊:
此类球囊要求导丝与球囊必须同步前进,无法更换导丝或球囊,临床已基本弃用。
(4) 灌注球囊(Perfusion):
在球囊远、近端有多个侧孔,球囊充气后血液仍可通过侧孔进入病变远端,常用作冠脉穿孔等并发症处理中。
01
载药球囊及切割球囊进展
近年来,2022年医疗设备展Medtec China了解到虽然大多数PTCA球囊被认为是手术辅助产品,但技术进步让PTCA球囊再次回到舞台中央。PTCA球囊技术进步在药物球囊(DCB)或者药物洗脱球囊(DEB)上体现最为明显 。
药物球囊使用与药物洗脱支架(DES)相同的抗增殖药物,以防止血管新生内膜增长堵塞血管。具有讽刺意味的是,这种瘢痕组织的形成是由PTCA球囊扩张、拉伸引发血管内壁的撕裂造成的。药物球囊还可以可用于治疗冠脉支架引发再狭窄,同时还能用于治疗外周动脉疾病(PAD)。
其他常用的特殊球囊,例如切割球囊,通过增加球囊周围的压力来切割钙化病变。切割球囊一般在常规PTCA球囊无法充分扩张时使用。这种血管预处理有助于支架在这些难以治疗的病变中充分扩张。
近几年来切割球囊最大创新,无疑是Transit Scientific的XO SCORE。XO SCORE是一种允许与标准PTA球囊配套使用的螺旋形切割刀片。XO SCORE是低Profile,灵活的自主装载刀片。
XO SCORE与一些直径4-8毫米和20-40毫米长的PTA球囊一起配合使用,可以节省医院、门诊实验室、门诊手术中心(ASC)或办公室实验室(OBL)在每次手术中的费用。XO SCORE经被FDA批准可用于髂动脉、髂股动脉、腘动脉、腘下动脉和肾动脉以及动静脉瘘。
另外一种革命性的创新无疑是Shockwave Medical的Shockwave C2球囊导管。Shockwave C2球囊导管采用超声波呈递结石时,在结石的表面产生反射波,钙化物表面会受压而破裂,当超声波完全穿过结石时,被再次的反射,这一反射产生张力波,当张力波的强度大于结石的扩张强度时结石破裂。而超声波在液态或者类似液态的软组织介质中继续传播并逐渐衰减,对软组织不产生伤害作用。今年2月份Shockwave C2球囊导管获得FDA批准用于治疗严重钙化的冠脉。
02
PTCA球囊不同特征
每家公司的PTCA球囊都有各种特点,例如球囊大小、使用的材料、结构以及球囊对血管腔的顺应性各不相同。根据病变位置、严重程度,需要PTCA具备不同的性能及特征。
PTCA球囊根据其顺应性与否分为:顺应性、非顺应性和半顺应性球囊。
半顺应性PTCA球囊用于支架植入前病变的预扩张;
非顺应性球囊导管通常是高强度球囊,用于扩张破钙化病变和支架;
顺应气球是低压力球囊,尺寸符合血管腔大小。
PTCA球囊的材质也是多种多样,例如TPU、PA、PE、POC和PET。
POC因其良好的拉伸强度和可压缩性而被用作球囊材料,使球囊在过程中迅速膨胀和放气。
PE是一种轻质、多用途的热塑性聚合物。
PET是一种聚酯,用于生产高压气球
PA无疑是市场用量最大球囊。这主要是PA优点,因为PA更柔软,更容易折叠,更容易收回导管或导管鞘。与PET相比,PA高压球囊在给定的爆裂压力下需要更厚的壁,这意味着PA球囊在插入体内和穿过病变时的外形将比类似的PET球囊更大。PE球囊的使用量越来越大,因为它能按体积膨胀,而不是按压力膨胀。这些球囊能够拉伸100%到800%,通常被用于完全封闭解剖结构中。
TPU由于其优异的抗拉强度、血液相容性和生物相容性,被认为是最理想的球囊材料。
其他材料,如硅胶,具有适当的摩擦系数,压力等级和径向力,最大限度地减少插入时血管损伤,也有其特定的使用场景。
球囊成形工艺

图1. 在拉伸吹塑工艺中,高分子材料的拉伸情况如图所示
球囊成形是通过一种称之为拉伸吹塑成型的生产工艺来完成的,其中高分子材料的球囊管材在压力和高温下,沿纵向、径向两轴拉伸成型。所使用的温度和压力因球囊的材料和直径而异。例如,尼龙12球囊在170到200F之间成形,一个3mm直径的尼龙12球囊可能要在 35 bar下才能成形,而一个 10mm 直径的球囊要在 15 bar下方可成形。其目的是通过机械手段拉伸高分子链,使球囊具有最大的强度,即使增加压力球囊直径也不会进一步扩张。这样所生产的球囊的直径才可稳定和一致。图1. 在拉伸吹塑工艺中,高分子材料的拉伸情况如图所示。
采购球囊部件、设备?寻找优质球囊供应商?来2022年医疗设备展Medtec China,现在立刻预登记,上海崇湛、上海锐淅、辰邦、竞升、瑞必达、科塞尔、脉通、莱诺医疗等企业在现场带来的产品,包括球囊成型机,PTCA球囊扩张导管,Octoparms®伞形腔静脉滤器、脑颅和三叉神经手术球囊、球囊OEM等。点击快速预登记。

图 2. 当高分子材料受到吹塑拉伸时,其应变仍保持相对稳定
管材中高分子链的排列是随机的。在吹塑过程中,高分子链的拉伸情况如图1所示。在拉伸过程中,应力将会相对稳定不变,如图2所示。一旦聚合物链被拉伸到最大限度,应力将急剧增加。此时,该材料的强度也达到最大,即使增加压力球囊直径也不会进一步扩张。通常情况下,每种球囊材料有一个特定的预期拉伸比率 (例如,尼龙12的拉伸比率大约为:径向6,轴向4.7)。
在球囊成形工艺中,预拉伸的胚料放置在模具内,如图 3 所示。预拉伸的胚料是球囊管材的一部分,其两端均在可控的预拉伸过程中进行了颈缩处理,预拉伸过程可以达到以下三个目的:
· 控制球囊在管材上的成形部位;
· 改善球囊圆锥部分的成形;
· 生产小导管所需的颈部外径(OD);
在球囊拉伸过程中,在通过周围加热器供热的可控高温条件下,内部用清洁、干燥的氮气加压,预拉伸的坯料内部用清洁、干燥的氮气加压并被拉伸。这一过程可以促进球囊的成形。值得注意的是,温度如果低于熔点(例如,尼龙12 Grilamid的熔点为352F),将会导致材料具有流动性,并使高分子链随机分布。通常温度应控制在管材材料的玻璃转化温度范围之内。为了使球囊圆锥更薄、颈壁厚度更小,球囊主体部分成形后要在较低压力下进行二次拉伸——通常是成形压力的1/3甚至更低。
最后,成形后的球囊在一个夹套 (surrounding jacket) 中用冷却循环水冷却,同时保持较高的内部压力来固定球囊尺寸。
球囊质量问题
在球囊生产中经常会遇到的质量问题包括有凝胶点、白点、杂质、曳痕、拉链线、翘曲和目视缺陷。质量是至关重要的。这些问题会导致如低压爆裂、疲劳或尺寸错误等故障。进而会危及病人的安全,延长治疗时间,而这些都是临床医生要首先考虑的。
凝胶点通常是由于管件有杂质或挤出系统内的剪应力导致高分子链断裂造成的。前者可通过在挤出系统内进行适当的过滤来解决。后者却是挤出机设计的一个功能。为减少颗粒融化到管材中,直角或极端过渡都会引起剪切力,从而破坏高分子链。高分子链一旦断裂,所得到的材料就具有不同的物理性质,事实上构成了杂质。杂质可能会出现在球囊壁上,并且更易造成在较低压力下出现爆裂或早期疲劳现象。使用一个较大内径(1英寸)的挤出机制造球囊所需的内径较小的小管材(通常外径为0.15英寸或更小)时,可能也会出现这种情况。
爆破压力取决于球囊材料和圆周应力,其与壁厚和球囊直径呈函数关系。壁厚增加会提高爆破压力,同时球囊直径加大使得圆周应力增加,这就导致爆破压力下降。囊壁上的缺陷,如凝胶点和白点会使材料出现薄弱点,并且导致爆破压力下降。例如,一个采用尼龙12制成的壁厚0.00065英寸的3mm球囊,其平均胀裂压力为25个标准大气压,但是在20个标准大气压下也会爆破。
管材中有湿气或成形过程中材料拉伸过度都会导致白点。在球囊成形过程中的高温可能会使管件中的湿气蒸发,导致球囊壁中出现空隙。材料过度拉伸,即超过最佳拉伸比率时,会导致外观类似空隙的微裂纹。与凝胶点类似,白点也会导致爆破压力下降,并出现早期疲劳。管材中的湿气可通过在挤压之前烘干颗粒以及将管材贮存在洁净、干燥且黑暗的环境中来防止。在成形过程中,过度拉伸可通过仔细控制管子的内外径和同心度,将其保持在拉伸比率内来预防。
杂质是指嵌入的异质材料。杂质会导致球囊壁上出现薄弱点,并可产生视觉缺陷。
曳痕是挤出过程中,管件外侧出现狭窄的沟槽或抓痕造成的。如果颗粒卡在挤出模具头上,并随管材成型产生沟纹,就会发生这种情况。曳痕会导致沿球囊产生罗纹,反过来也会使得球囊在受压条件下出现翘曲或导致爆破压力下降。
如果管件形成时沿着挤出模具头震颤的话,就会产生拉链线。如果管材和模具头之间的接合不稳定的话,将会产生一系列的凹陷。这些凹陷扩大之后会在成形球囊上形成一系列目视缺陷,称作拉链线。
如上所述,受压条件下产生的球囊翘曲可由曳痕造成,也可由壁厚不均匀造成。有时称之为“香蕉形”。这时,当压力越来越大时,球囊不会对称增大,而是翘曲到一边。
球囊管材要求
球囊管材绝对不能含有杂质和湿气。它必须要有一致的内外径以及同心度。具体的机械性能包括拉伸强度和伸长率。挤出供应商提供的一般管材会有尺寸和外观规格要求,但是不会涉及球囊所需要的其它要求。相比之下,球囊管材需要更严格的生产方法。通常用于球囊导管的高分子材料包括尼龙、Pebax、聚对苯二甲酸乙二醇酯和聚氨酯。
2022年医疗设备展Medtec China已经从2012年开始连续举办了7届植入介入医疗器械峰会,会议围绕骨科植入物、心血管介入产品,探讨其法规政策、市场趋势、研发与设计与材料创新等内容,为医疗器械制造商、材料供应商及服务商等提供国内外的经验借鉴。今年作为Medtec China同期“植入介入医疗器械峰会”的第八个年头,会议内容再次升级,高校、医院、企业的嘉宾讲从材料、临床需求、产品研发等多维度剖析植入介入现状及发展。
管材成型工艺
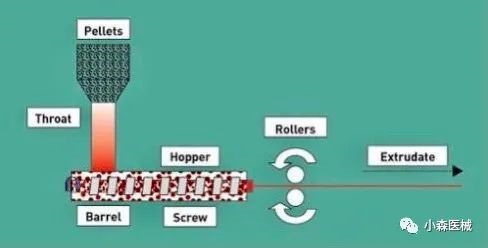
图 4. 常规的挤出加工
许多文章都对挤出工艺做过详细介绍,但这里仍有必要概述一下。颗粒经过除尘、干燥后,放入挤压机料斗中,如图4所示。从那里,颗粒经送料口落入滚筒中。一根旋转螺杆利用机械摩擦热和加热器提供的热量生成高粘度熔融的高分子材料。螺杆沿着滚筒输送材料并穿过挤出模具头。挤出后的管材接触到空气并进入一个水浴槽中,接着冷却、凝固。管件的尺寸取决于模具头和挤出物上拉力造成的牵伸。
必须小心准备挤出用颗粒,这一点怎么强调也不过分。任意一点灰尘或异质材料都会在管材挤出时嵌入管材中。用于产生颗粒的注塑成型方法常会产生静电、吸附灰尘,这使问题更加复杂。为了解决这个问题,颗粒通常用一个很平常的系统—除尘器来除尘。除尘器通过一个空气净化和防静电措施相结合的办法起作用,既除去了灰尘又降低了其吸附灰尘的特性。
有关颗粒的另一个问题是去除湿气并保持材料干燥。通常情况下,生产球囊所用的高分子材料具备吸湿性,很容易从周围空气中吸收水分。因此,保持颗粒干燥并将其储存在密封、干燥的容器中就很重要。通常颗粒在进入料斗之前都经过重新烘干。重新烘干颗粒对于防止球囊管件中存在湿气并产生“白点”而言特别重要。烘干机选择范围较广,从简单的烘箱到带有对流加热功能的复杂温控系统皆可。
螺杆滚筒系统是挤出系统中最为重要的一个方面。它不仅负责生成熔融高分子材料并将其运送到挤出模具,还必须使高分子材料保持同质状态。任何偏差都会导致产品质量低劣以及材料特性发生变化。如上所述,剪切力会打破聚合物链。流动不良的区域和漩涡会使得材料聚集在一起,这将导致材料过热并燃烧。
在挤出过程中,决定管材尺寸的模具头和牵伸是一个重要的因素。不同的挤出头和牵伸组合可以生成相同尺寸的管材。例如,0.15英寸的模具头可生产出外径0.1英寸的管材,这要求牵伸比为1.5。如果模具头是0.175英寸,那么牵伸比将是1.75。然而,牵伸会引起高分子链沿纵向定位,而纵向定位程度则取决于牵伸范围。换句话说,这种纵向定位或高分子链减少随机定向会影响机械性能,例如拉伸强度和吹塑过程中球囊的拉伸程度等。球囊生产中,机械性能的一致性至关重要。
保持管材内外径及同心度一致也很重要。如上所述,高分子材料将会获得能够达到理想球囊特性的最佳拉伸。如果直径偏小且拉伸过大,球囊在成形过程中有可能爆裂或者形成“白点”。如果直径偏大,则得到的球囊不会完全成形,并且在受压条件下还会有增大的空间。如果球囊在受压条件下增大,就可能出现如管壁伸展过度或者难以通过导引鞘 取出球囊导管的问题。高端挤出系统通常具有电脑操控的监测器,用以监测管材直径,以及控制这些关键尺寸的反馈机制。
选择优良的挤出机是成功完成挤出的关键。如上所述,大型挤出机会增大热性能和机械性能下降的风险。微型挤出机(1/2英寸或者更小)由于尺寸较小,可降低几乎所有材料性能下降的风险,最终可明显提高产率。微型挤出也更容易实现高分子链随机定位,减少轴向调整,这有利于球囊成形过程。重复性也是成功挤出的一个关键因素。微型挤出机可实现更严格的公差,这使得各批次间的偏差较低。 管材的测试方法
如上所述,球囊成形所用的高分子管材必须具有一致的机械性能。这些性能与高分子材料的随机程度及其尺寸密切相关。管材的机械性能可以通过很多方法进行评估,包括动态机械分析(DMA)、差示扫描量热量仪(DSC)和通用测试机(UTM)。DMA用于测量硬度和粘弹性质。DSC用来确定提高材料温度所需的热量,还可以用于确定相变,如玻璃转变温度或熔点。UTM 则用来测量抗拉特性。
此外,管材材料还必须有一个狭窄的平均分子量分布(MWD)。MWD与高分子链长度一致性密切相关。任何高分子链的降解或破损都会产生不同长度的分子,能够大大改变材料性能及其一致性。MWD 可通过凝胶渗透色谱法来测量。
结论
高质量管材对成功实现高产率的球囊生产至关重要。因为它比其它挤压管材的要求更加严格。不论是自己生产还是选择外部供应商,都必须谨慎选择挤出设备和加工工艺。
来源:小森医械


