






医疗器械制造展包装材料技术—基于闪蒸法制备再生聚乙烯无纺布及其性能研究
2022-09-06
聚乙烯是生产非织造布常用的原料之一,其主要成型工艺包括熔喷法、粘合法、水/针刺法和闪蒸法等。其中,熔喷法是用借助高速热气流使挤出的聚合物熔体迅速拉伸、固化成形的纺丝方法;粘合法是通过短纤维经气流杂乱成网或纤维经梳理后,再经机械交叉铺网、浸渍粘合,最后经过涂层、干燥得到非织造布,产品适用于保暖絮片、电气绝缘材料基布等;水/针刺法是利用高压水/钢针对纤网进行连续喷射/穿刺使纤维无规缠结和抱合,其制品细密厚实,适用于土工布、地毯、合成革底布等。
随着国家“碳中和”政策及“禁塑令”的实施,废旧塑料处理和再应用成为环境污染控制的一个重要课题。聚乙烯材料在用量大的同时也产生了大量固废垃圾。不同于生物可降解塑料,聚乙烯类废固无法通过堆肥、自然降解等方法进行处理,而是主要通过回收分离、清洗脱水后重新挤出造粒成二次料切片从而在次一级产品线得到再应用。近年来,关于聚乙烯废料回收利用的研究较多,主要包括废旧聚乙烯的直接再生、改性再生和裂解再生3个方面,例如制成废旧聚乙烯/竹粉复合材料,废旧聚乙烯催化裂解制取燃油,废聚乙烯塑料膜再生利用直接制膜工艺研究等,但这些策略依旧存在再利用过程繁琐,附加值低等缺点。
闪蒸法是杜邦公司首创的一种制备聚乙烯成无纺布的专有工艺技术,主要是基于聚乙烯在高温高压下溶解于溶剂中形成高聚物纺丝液,经喷丝后纺丝液中溶剂瞬时闪蒸,聚合物分裂固化成超细纤维束,在静电作用下纤维束形成纤维网,纤维网由热轧辊加热加压热轧形成无纺布。闪蒸无纺布的强度是同面密度的纺粘非织造布产品的数倍,且与面粘合非织造布相比,闪蒸工艺得到的产品具有类纸的良好的外观,表面更加平整。近年来,厦门当盛新材料有限公司创新地提出利用空气放大器替代传统静电开纤设备,提高了开纤效率和纤维取向度,极大推动了国内闪蒸无纺布制备技术的发展。因此,若以废旧聚乙烯为原料通过闪蒸法纺丝工艺制备产品,将可开发出一种直接、简单、高效实现聚乙烯废固增值再利用的新技术。
本文医疗器械制造展Medtec China 将分享以2种MFR不同的再生聚乙烯为原料,二氟一氯甲烷和四氟二氯乙烷混合物为溶剂,通过闪蒸法制备了2种再生聚乙烯无纺布,并对其表观形貌、热性能、力学性能,透气性和抗水压性等进行了表征和测试,为实现再生聚乙烯的增值再利用提供了理论研究基础和应用参考。
1 样品制备
首先,把1 200 g再生聚乙烯A或B加入高压反应釜内,搅拌升温至150 ℃,待温度稳定后向高压反应釜内加入8 800 g经预热的按质量比为3/1混合的二氟一氯甲烷和四氟二氯乙烷混合溶剂,继续搅拌升温至180 ℃后,通入氮气加压至12 MPa,同时升温至230 ℃,继续搅拌2 h(转速为100 r/min),此时物料溶于混合溶剂形成均匀的纺丝液;随后,纺丝液经过减压室,然后被泵至喷丝头喷出,溶剂迅速瞬间挥发,发生两次相分离,纺丝原液中的聚合物迅速析出固化,形成纤维束;随后纤维束被转向板引向空气放大器,高压空气对纤维束进行二次拉伸,纤维束均匀展开成网状蓬松结构,展开后的纤维束向下摆动铺叠在移动的成网帘上,形成了克重为60 g/m2,长约28 m,幅宽为70 cm的均匀纤维网;纤维网经过热压机初步定型后,通过导布辊将布料导入热轧机(轧辊温度145 ℃,线速率11 m/min),最终得到长约30 m,宽约65 cm的无纺布A或B;将制得的坯布避光放置,在空气中干燥12 h后取样进行分析测试。
也又一批医用包装灭菌和洁净室供应商纷纷加入医疗器械制造展Medtec China 2022 ,产品包括环氧乙烷尾气处理设备、医疗厂房洁净室系统、洁净室规划&设计&施工&管理、灭菌指示剂、Simco 6115型离子风枪、植入材料清洗剂、环氧乙烷灭菌服务、PTFE喷涂、辐照灭菌服务等。点击快速预登记。
2 结果与讨论
2.1 再生聚乙烯无纺布表观形貌
由图1(a)、(c)可知,无纺布A和B中部分聚乙烯单丝相互接触并形成节点和丝束,单丝、丝束无规堆叠且较为致密,纤维堆积成网络状结构。这是由于热压和热轧过程中聚乙烯丝束发生了一定程度熔融,在降温时单丝间相互黏连成丝束。将放大倍率增加后可以 得到图1(b)和(d),其中聚乙烯丝束多呈表面光滑不规则带状结构,整体均匀分布。这归因于空气放大器高速气流的强烈拉伸、展开分丝作用。以上结果表明,通过该闪蒸纺丝工艺能够制备得到再生聚乙烯无纺布,该无纺布与参考文献报道的新料聚乙烯无纺布形貌结构特征相同,表明再生聚乙烯依旧具有良好的成纤能力。
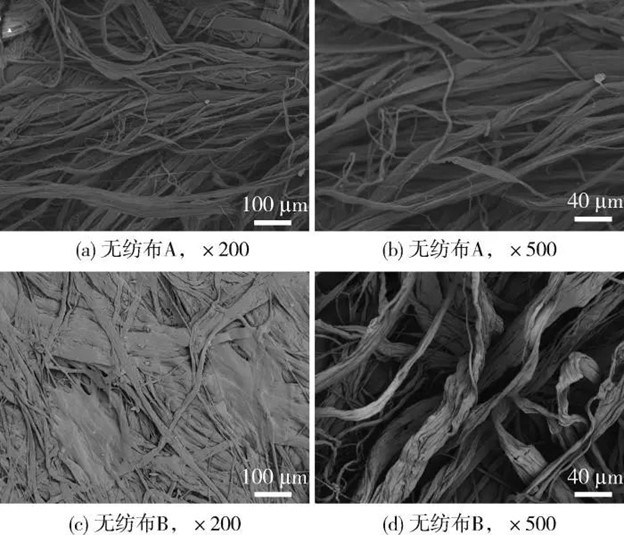
图1 再生聚乙烯无纺布的SEM照片
2.2 再生聚乙烯无纺布的热性能
经测试,再生聚乙烯A和B的MFR分别为0.94、0.12 g/10 min。再生聚乙烯A的MFR高于无纺布B,即再生聚乙烯A的分子量小于B。再生聚乙烯A和B及无纺布A和B的DSC曲线如图2所示。从图2可知,再生聚乙烯A的熔融峰温度约为125 ℃,B的熔融峰温度为138 ℃,分别与低密度聚乙烯和高密度聚乙烯熔点相当;结晶聚乙烯的理论熔融热焓值为293 J/g ,再生聚乙烯A和B的熔融热焓分别为104、140 J/g,对应的结晶度分别为34 %、48 %;结合MFR和热分析结果可知,再生聚乙烯A主要组分为低密度聚乙烯,再生聚乙烯B主要为高密度聚乙烯。无纺布A和B的熔融热焓分别为130、162 J/g,对应的结晶度分别为44 %、55 %。高速气流的牵伸作用有利于聚乙烯结晶,导致闪蒸工艺加工后单丝的结晶度高于原料的结晶度,这对无纺布力学性能的提高有帮助。无纺布A的结晶度略低于B归因于高密度聚乙烯的结晶能力强于含有较多无规支链的低密度聚乙烯。
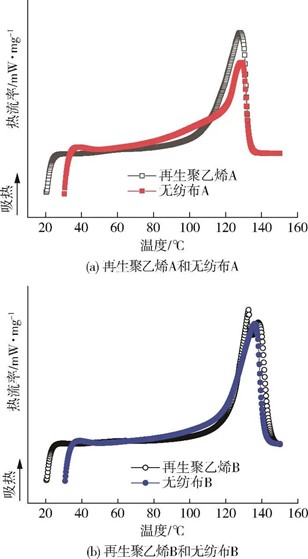
图2 样品的DSC曲线
2.3 再生聚乙烯无纺布的力学性能
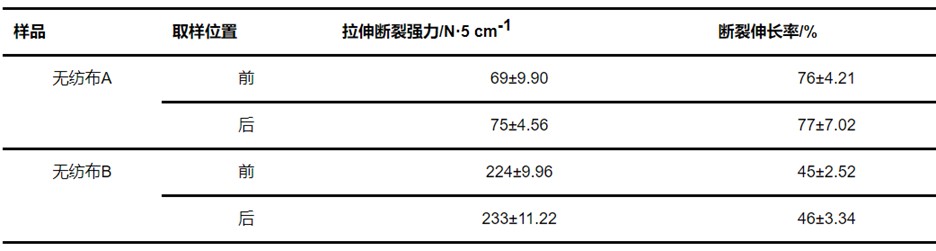
表1为无纺布A和B力学性能。由表可知,无纺布A的最大拉伸断裂强力为75 N/5 cm,无纺布B的最大拉伸断裂强力为233 N/5 cm,与参考文献报道的高密度聚乙烯新料制备的无纺布相当。这是因为无纺布的力学强度来自高分子链结晶区和非晶区的链间缠结作用,低密度聚乙烯A的分子量较高密度聚乙烯B更小,且含有部分无规支链结构,横向尺寸更大,结晶能力更弱,因此经过同样的闪蒸法处理时,在高速气流牵伸作用下,虽然2种无纺布中聚合物分子链取向和结晶度均有所提高,但聚乙烯无纺布A的结晶度仍低于B,同时丝束纤维中的分子链末端缺陷更多,造成了2种无纺布的断裂强力存在巨大差异。无纺布A和B的最大断裂伸长率分别为77 %和46 %,无纺布A的断裂伸长率明显高于无纺布B,且高于参考文献报道的新料聚乙烯无纺布拉伸断裂伸长率(14.5 %)。因此可知,采用再生聚乙烯制备的无纺布材料有与新料聚乙烯无纺布相当的拉伸断裂强力,而其拉伸断裂伸长率远高于新料聚乙烯无纺布。
若您想了解更多有关闪蒸法的热点话题,不妨加入医疗器械制造展Medtec China 2022 “技术论坛K:第五届医疗器械包装与灭菌论坛”,来自厦门当盛新材料有限公司的研发总监将在现场带来闪蒸法最终医疗器械包装材料Dysan(r)介绍及应用分享等。
表1 样品的力学性能
2.4 再生聚乙烯无纺布的其他性能
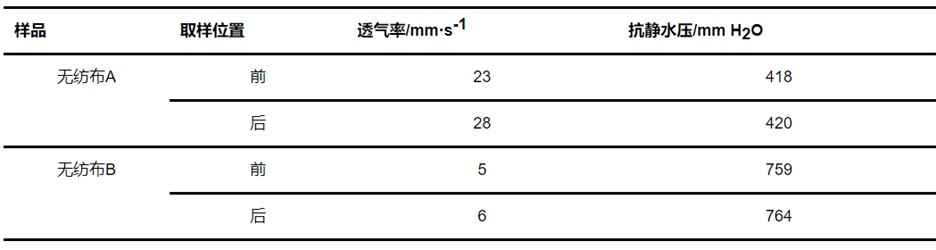
由SEM照片可知,无纺布丝束之间存在较多孔隙且聚乙烯表面张力极小,因此该材料应当有一定防水透气性。由表2可以看到,无纺布A的透气率最大值为28 mm/s,无纺布B材料的透气率为5 mm/s;而无纺布B透气性的抗静水压大于A,最大抗静水压为764 mm H2O。无纺布A和B透气率和抗静水压有差别是由于无纺布B细丝聚集成丝束更多,即单丝堆积更密集(如图1中 SEM照片所示)。此外,无纺布B中单丝具有结晶度高、强度大、细丝结合成纤维堆积后抗压能力更强等特点。
表2 样品的透气性和抗静水压性能
无纺布类文创产品要求材料具有优良的印染性,为了检测无纺布的实际可印染性,我们分别用水性和油性马克笔在2种无纺布表面进行书写。由图3可见,水性和油性笔迹的书写线条均流畅无中断,油墨可以很好地润湿无纺布表面。由此可知,虽然无纺布具有一定疏水性,但依旧能表现良好油墨润湿性,可以直接应用于印刷和印染。
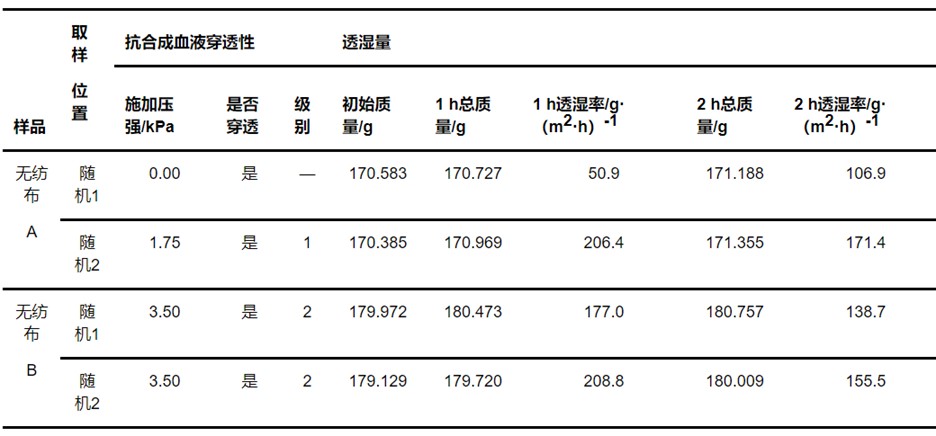
无纺布A和B的抗合成血液穿透性测试结果表明(表3),无纺布B的抗合成血液穿透性为二级,其阻隔性能符合实际应用标准。透湿量测试结果表明(表3),无纺布B与厦门当盛科技有限公司生产的无纺布产品的实际透湿量及透湿率相当,不同取样部位的测试结果差距较小,各部分透湿性能相当。综上所述,采用再生聚乙烯为原料,通过闪蒸工艺制备得到的无纺布材料仍然具有良好的力学性能、透气性、抗静水压、印染性和阻隔性。其中,无纺布B具有更优的综合性能。
表3 样品的抗合成血液穿透性和透湿性能
3 结论
(1)以再生聚乙烯为原料,二氟一氯甲烷和四氟二氯乙烷混合物为溶剂,采用闪蒸法制备的再生聚乙烯无纺布的最大拉伸断裂强力为233 N/5 cm,最大透气率为28 mm/s,最大抗静水压为764 mm H2O;
(2)制备的再生聚乙烯无纺布综合性能良好,符合“碳中和”及可持续发展理念,在防护服、文创制品生产等领域有潜在的实际应用价值,具有实际生产意义和广阔的市场前景。
来源: 中国塑料编辑部


