






【干货】宝洁等公司选择的数字水印技术,如何改写塑料包装行业?
2022-03-28
目前,大部分收集的消费后塑料包装仍然无法回收,主要原因是在分拣过程中无法检测出塑料成型材料的确切成分。但是,95-100%的高分拣率是从“线性塑料经济”过渡到“循环塑料经济”的重要目标之一。因此,旨在开发塑料包装分拣解决方案的HolyGrail倡议于2016年启动,它由宝洁公司(Procter & Gamble Company)主导并得到了艾伦·麦克阿瑟基金会(Ellen MacArthur Foundation)的协助。该项目对不同的塑料包装检测技术进行了分析,并于2018年选择了肉眼无法识别的数字水印技术。
由AIM(欧洲品牌协会)推动并由消除塑料废物联盟(Alliance to End Plastic)提供支持的后续项目——HolyGrail 2.0数字水印倡议于2020年9月正式启动。该计划的目标是从嵌入到用于各种塑料包装的试点分拣系统对数字水印进行研究,从而实现工业化生产。
Foboha (Germany) GmbH是Barnes(巴恩斯集团)旗下的一家企业,它作为注塑成型技术的推动者积极参与了这一活动,为工作小组将数字水印引入注塑模具并制定准则做出了巨大贡献。
数字水印在分拣过程中的优势
按等级分类是回收过程中衡量后续回收质量的重要标准之一。如今,塑料垃圾已可通过物理特性高速识别,例如:近红外分拣技术等。其限制因素之一是通常无法识别深色塑料。此外,本地化信息可以在成型过程中通过专用戳记直接置入产品,例如:1988年引入的ASTM国际树脂识别编码系统。
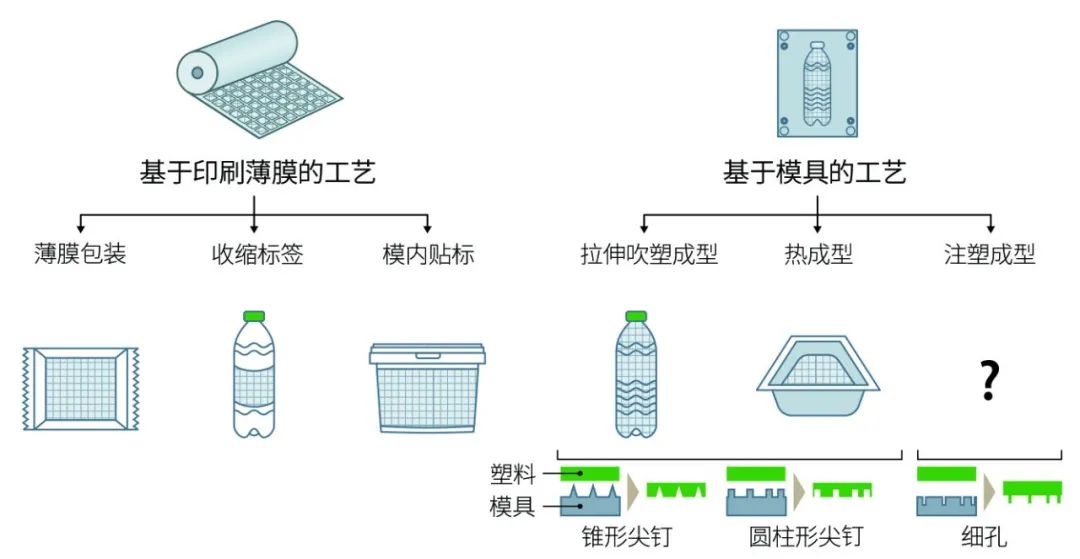
图1 之前研究的数字水印在塑料加工中的应用(来源:Barnes Molding Solutions;图:©Hanser)
相较之下,数字水印几乎看不见,并且可以在整个表面上集成信息。它们是嵌入在载体介质中的技术性隐藏标记,例如:包装印刷。目前在HolyGrail 2.0计划中使用的数字水印技术由Digimarc Corporation公司开发。简而言之,就是一个尺寸为22 x 22mm²基于像素的迷你条码像马赛克一样应用在整个产品表面。
数字水印本身是用于数据库条目寻址的消息信号以及用于确定对象取向的同步信号的叠加。通过将基于摄像头的检测系统集成到分拣系统中,包含了塑料类型、添加剂和应用领域(如食品/非食品)的信息均可从数据库中读取。
从应用方法上来看,基于印刷薄膜的工艺和基于模具的工艺(图1)存在不同。在基于印刷薄膜的工艺中,2D数字水印被集成到印刷品的像素中。通过这种方式印刷的薄膜已经在不同工艺中经过了研究。在基于模具的工艺中,3D数字水印在塑料部件的表面上成型。吹塑成型和热成型工艺也经过了研究:在这两种工艺中,数字水印在橡胶弹性状态时成型,所以成型精度低于注塑成型的精度。因此,锥形尖钉和圆柱形尖钉被选用,以使数字水印标记更明显,更容易被顾客感知。
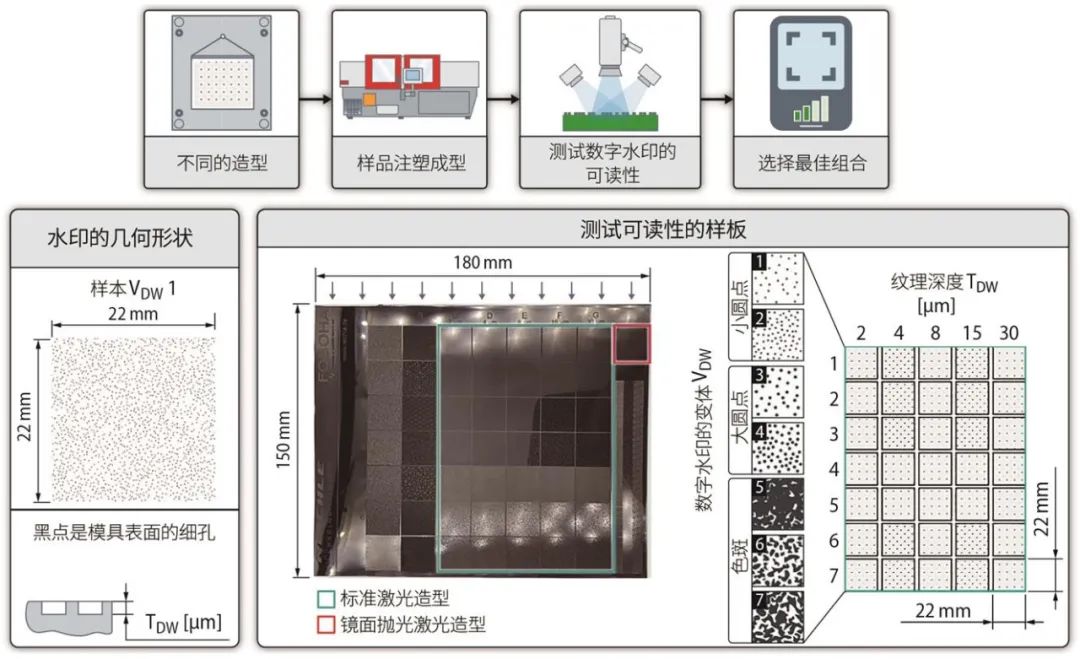
图2 数字水印的结构纹理以及用于测试可读性的测试板( 来源:Barnes MoldingSolutions;图:© Hanser)
周期中性印象
模具表面的细孔代替了较大的突出尖钉被用于注塑成型工艺(图1右)。这种微结构的成型精度在0.5-500μm之间,并且受塑料加工性能和工艺参数的影响。高保压、短注射时间、高模具温度和熔体温度都能够产生积极的影响。
对于塑料包装的数字水印而言,其重点在于可读性而非精确成型。这些结构必须又大又深,才能确保可靠地成型并尽量不对塑料零件的外观产生影响。包装行业的数字水印还必须在不增加熔体和模具温度的情况下可靠地成型,因为延长周期时间通常是不容许的。
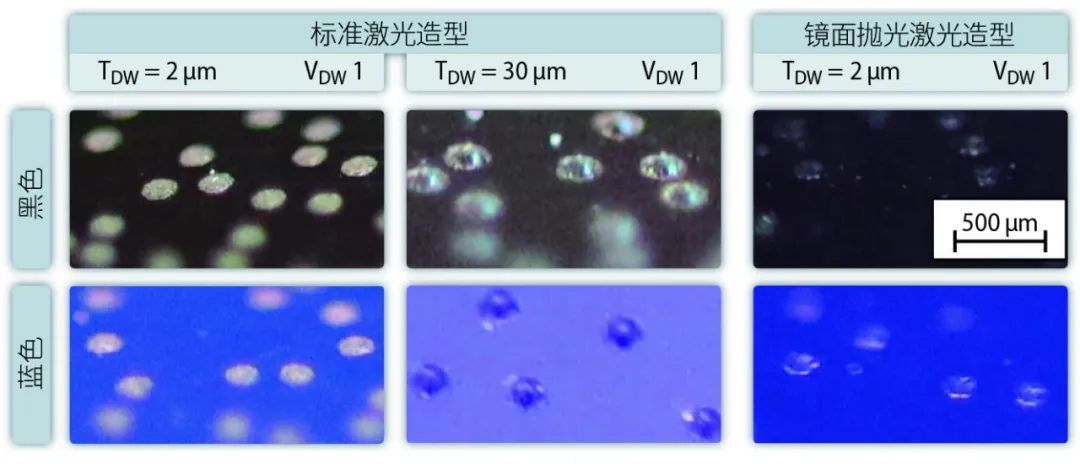
图3 测试板表面结构的宏观图像(来源:Barnes Molding Solutions;图:© Hanser)
首先,对注塑成型测试板(180 x 150mm²)上不同纹理深度的数字水印的可读性进行初步测试(图2)。板厚设置为1.1mm,以便反映后续应用的壁厚范围并通过侧浇口进行浇注。模具嵌件经过镜面抛光。通过激光造型工艺,Reichle Technologiezentrum GmbH公司将纹理深度为TDW 2、4、8、15和30μm(行)的数字水印(列)的七种变体(VDW)引入模具嵌件。利用Reichle公司开发的新工艺,哑光结构的标准激光造型被用在绿色区域,而高光激光造型则用在红色区域。使用的样本VDW 1(少量小圆点)如图2左所示。黑色区域是激光造型后的表面凹陷。
注塑件上数字水印的可读性
测试板由适合用作瓶盖和密封盖的聚丙烯成型材料(型号:Moplen RP340N,制造商:LyondellBasell)模制而成。此外,用于测试的天然透明的成型材料用2%的透明蓝、黑和白色母粒(后两个不透明)进行了着色。样本VDW对表面外观的影响如图2的黑色测试板所示。
从光学上来看,点状编码只会对测试板的光泽产生轻微影响,但数字水印的“溅射”状变体会使表面更暗淡。它与黑色区域(凹陷)的百分比相关。因此,这些变体只适用于哑光物品,下文将不再作详细分析。
在圆点变体中,随着圆点数量和大小的增加,数字水印的清晰度变得更加明显。在样本VDW 1的宏观图像(图3)中,模制表面上的纹理结构非常醒目。当纹理成型时,塑料部件上会产生不规则的表面结构,最终导致光散射并与高度抛光的表面形成对比。
使用深度为2μm的标准激光造型时,该结构是平整的,直径约为160μm。使用高光激光造型时,该结构在相同纹理深度下没那么突出,因此肉眼更难识别。纹理深度为30μm时,直径增加到了约180μm,表面形成了数微米高的半球结构。图中未显示的变体3和4具有约240μm的较大结构直径,因此表面积增加了100%以上,数字水印也更容易通过肉眼识别。
仅靠透明度的间接可读性
在测试板上,他们在Digimarc公司的支持下通过摄像系统以及专为Holy-Grail 2.0开发的评估算法对每个纹理场的数字水印的可读性进行了分析。图4通过测试板上排列的四个信号条(图2)展示了可读性评估结果。两个条代表着读取数字水印的范围。
在数字水印侧面的直接测量过程中,所有圆点结构(VDW 1-4)和所有纹理深度的透明、蓝色和黑色测试板都具有良好及优异的可读性。因此,有许多圆点的变体的可读性趋势较好。纹理直径和纹理深度对可读性没有产生显著影响。
在白色测试板上,数字水印只有在纹理直径和纹理深度较大时才可读取。其原因是高度抛光表面和模制纹理之间对比度不足(图4上)。尽管对比度较低(图3),高光激光造型数字水印的可读性与标准激光造型的可读性相当。
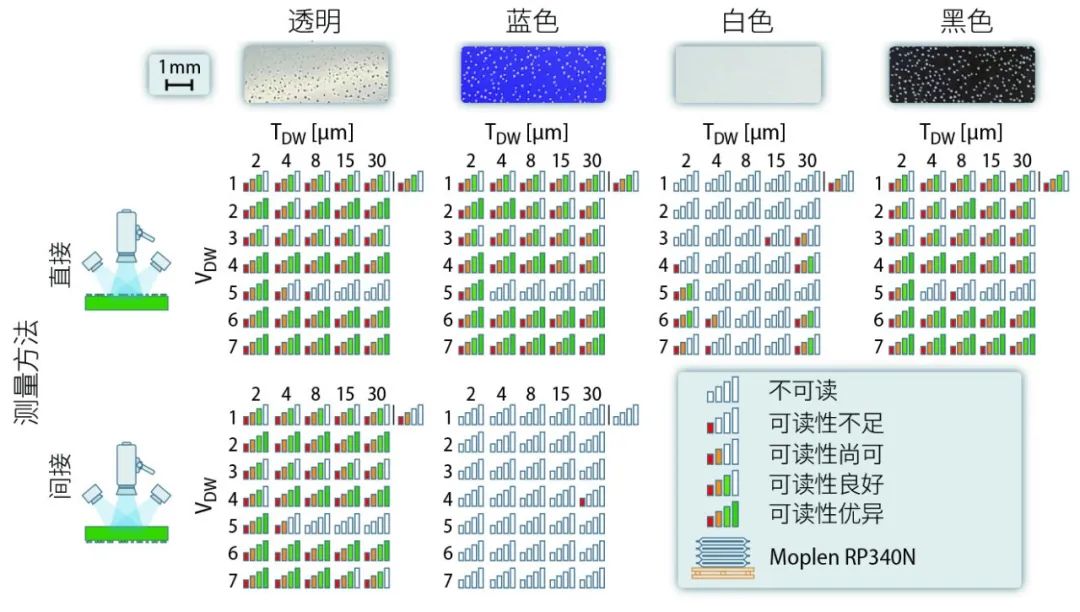
图4 随应用参数和成型材料颜色变化的数字水印可读性结果(来源:Barnes Moolding Solutions;图:© Hanser)
作为直接测量的补充,他们还通过测试板的反面对透明板和蓝色透明板的间接可读性进行了研究。间接可读性的优势是只需用数字水印标记一个表面即可确保零件表面的适当覆盖。透明板的可读性与直接测量相当。用透明蓝着色剂着色对间接可读性造成了阻碍。
对复杂零件的可转移性分析
数字水印在复杂的注塑件上的应用也通过宝洁翻盖结构的单腔原型模具(底面积68 x 38mm²,最大高度42mm,壁厚1.0-1.2mm)进行了分析(图5)。根据初步测试结果,选择2μm的VDW 1是因为其具有良好的可读性并且对工件的外观影响最小。
在第一阶段,首先将数字水印添加到工件高度抛光的外表面(橙色)并针对不同的观察方向分析其可读性。由于模具设计的原因,在薄膜折叶下方造型是不可能的。在第二阶段,通过高光激光造型将数字水印额外添加到瓶盖内侧。将其应用于翻盖内部则通过标准激光造型(红色),而模具顶针等可旋转元件则可省略。所用的注塑成型参数基于批量生产工艺的参数。但是,原型模具冷浇道系统的脱模会导致非生产时间延长。
对数字水印成型过程的分析表明,其结果与图4的测试板相当。即使放大后也未检测到纹理因脱模而产生变化。由于数字水印的可读性已通过测试板得到了证实,因此能够检测到可读数字水印的区域也可确定。翻盖的各个方向和状态(瓶盖打开、关闭、分离)(图5右)都被考虑进去,因为这些情况都可能在分拣过程中出现。根据方向的不同,投影区域也会有所不同,因此必须根据可读区域进行设置。此外,根据翻盖形状的不同,观察这些区域的角度也会不一样。
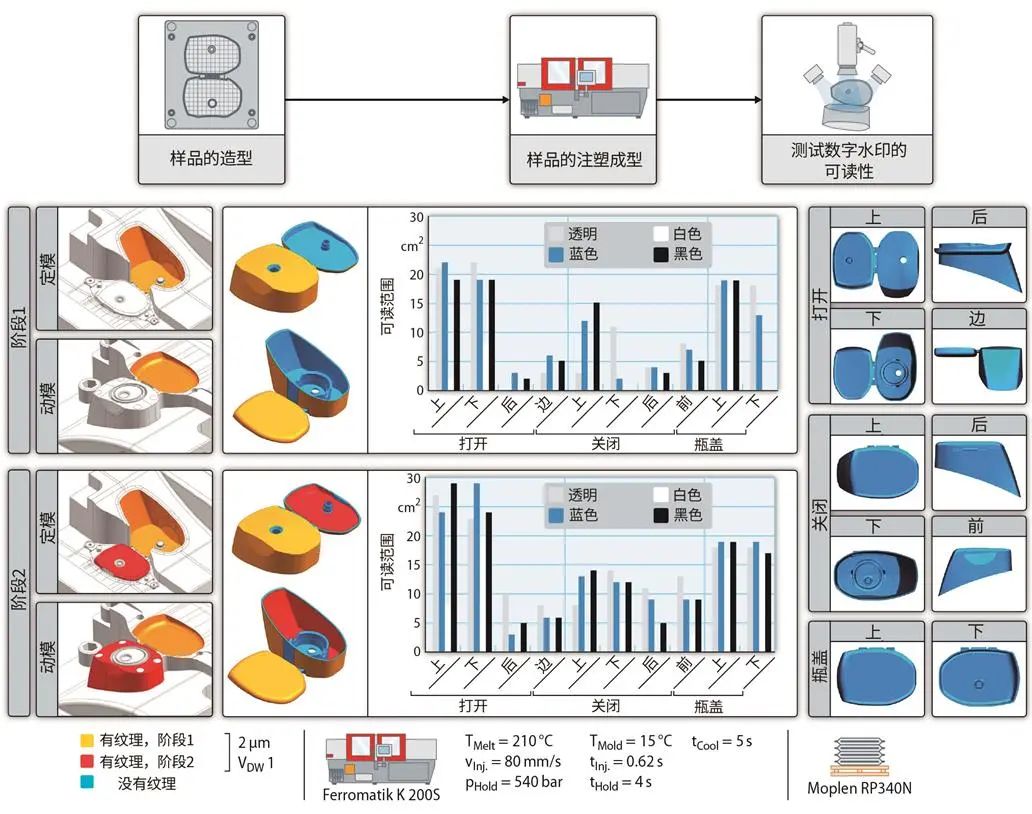
图5 在翻盖上使用数字水印的结果(来源:Barnes Molding Solutions;图:© Hanser)
针对防盗盖,他们对约19cm²略微弯曲的平整区域进行了研究。无论哪种颜色,约95-99%的数字水印在有纹理的一侧(顶部)是可读的,证实了初步测试的结果。白色瓶盖的可读区域接近90%,可能是因为瓶盖的曲度增强了对比度。透明和透明蓝色瓶盖的可读区域分别是95%和70%,从背面看也清晰可见。明蓝色瓶盖的间接可读性可通过两侧的高度抛光表面进行解释,但最终无法证实。
凭借在第二阶段应用到瓶盖内侧的纹理,即使用不透明的成型材料也可以得到极高的可读区域比例。需要注意的是,由于功能元件的原因,其纹理区域更小。还有一个重要的发现是,在两侧标记的数字水印不会影响透明部件的可读性。
从上面看时,可以看到第一阶段的样品只有瓶盖顶部(打开时)和外壳表面有纹理。从下面看时,可以看到瓶盖的顶部有纹理。虽然从顶部看纹理区域约大4cm²,但测得的可比可读区域占投影区域的45-52%。这很可能是因为在设备中进行测量时朝向相机的角度引起的。它会导致反射变强,可读性变差,并且还可用来解释从侧面和在关闭状态下观察得到的结果。
由于纹理几乎全面覆盖,因此除了白色的瓶盖外,在所有分析的观察方向上都可以获得30%以上的投影区域可读性。两侧的纹理对透明样品的影响最大。黑色样品受到的影响可能会显著增加。但是,实际增加较小可能是因为:许多额外的纹理区域在所研究的视角或以过高的角度观察时产生的影响有限。总之,除了白色样品,在第二阶段的可读区域非常大,因此能够根据数字水印进行分类。
结语
通过与“HolyGrail 2.0”计划中的合作伙伴一起工作,Foboha (Germany) GmbH首次将可读的数字水印引入了注塑成型的包装产品(翻盖)。除了数字水印的设计和纹理深度外,研究表明工件的颜色对于良好的可读性也至关重要。例如,透明工件在背面也具有可读性,因此能够减少纹理区域。由于对比度不足,白色、高反射表面的可读性会更差。这些结果将被纳入数字水印未来应用指南。
这个子项目生产的翻盖将用于中试分拣机上的分拣试验来确保试验成功。此外,Foboha还计划将纹理引入生产模具来研究其在模具寿命期间的耐用性并收集更多结果来实现工业化生产。
来源:荣格塑料工业


