







医疗器械博览会聚焦多层导管等热门领域:挤出加工技术及材料、应用前景
2022-07-27
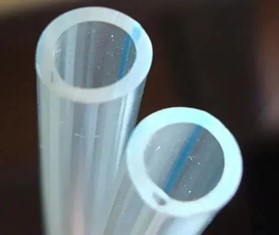
精密医用导管,如图所示,主要特征是:尺寸微小(0.5 毫米至数毫米)、形状复杂、几何精度要求高、卫生指标高、生化稳定性高等。
多层挤出加工技术
在医疗器械行业中,微创手术技术的发展趋势是需求更小,更具创新性的医疗器械。作用于血管或其他组织的器械要求医用导管具有更高的精度,更严格的公差和附加的功能。随着导管设计变得越来越复杂,生产它们所需的挤出技术也越来越复杂。毫无疑问,多层导管挤出技术是最前沿的挤出技术。
多层挤出或共挤出可以定义为同时挤出多层材料以生产多层导管。多层技术主要用于改善功能:将可焊接材料与具有某些其他性能特性的材料(例如润滑性)结合起来。这些结构还可以提高性能并可能降低整体组装和材料成本,使得医疗器械对于客户而言更具成本效益;其他功能可包括添加活性材料层,例如亲水性,生物可吸收性或药物洗脱层。目前用于为当今医疗器械生产多层产品的技术和材料已经大大提高,并为设计人员提供了关于优化尺寸,材料和功能的大量选择机会。
精密医用导管的管材部分采用挤出成型方法进行生产,配件主要采用注射成型方法进行生产。其中管材部分的生产工艺流程如图 3 所示。
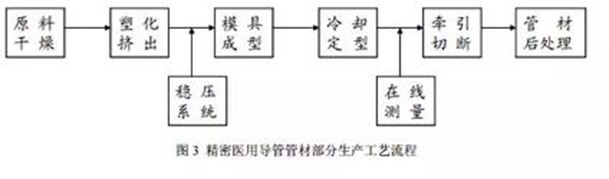
图 4 是一种微细介入导管机头的双管挤出式结构,当物料进入人字形机头体后,在分流锥的作用下逐渐分成两股,分别进入单管流道并独立成型,一次可连续成型两根导管。
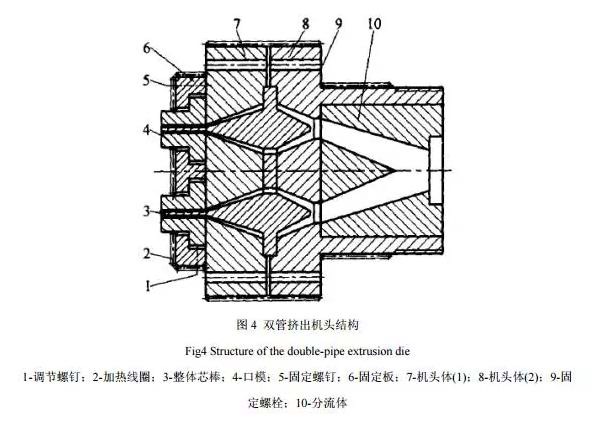
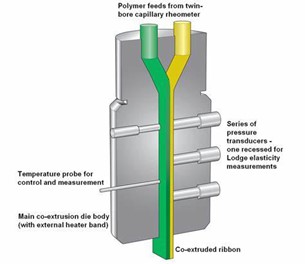
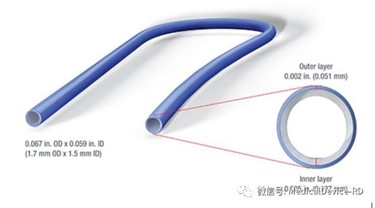
图 5 所示一种共挤出机头结构,采用共挤出技术制造的多层管具有单层管所没有的物理性质。共挤出成形管的内壁或外壁通常具有一层或多层厚度为 0.002 至 0.005 英寸的涂层薄皮。
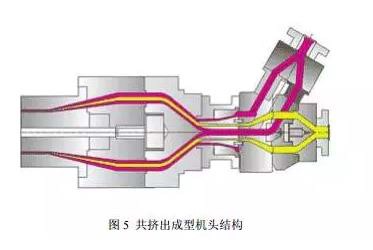
薄皮能与较厚的(0.005 至 0.100 英寸)主要内层或中间过渡层组合在一起。外皮能够避免功能层材料的损伤,或防止管件的内置物与使用者和/或其他内置物相互接触。
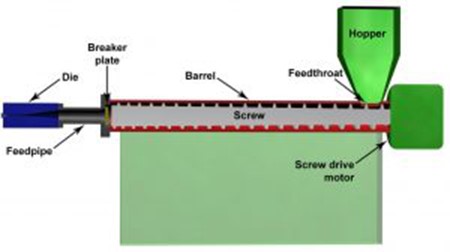
挤出(Extrusions)是很多医疗导管制造基础且最为重要的工艺步骤。该过程首先将塑料(颗粒、混合颗粒)从料斗送入挤出机机筒,然后通过转动螺杆和沿着机筒布置的加热器产生的机械能,将材料逐渐熔化,熔融聚合物压入模具中,该模具将聚合物成型,即成为相应设计的管材。包含挤出管件等德尼培精密挤出医疗导管技术工艺及在微创领域的应用相关议题尽在医疗器械博览会Medtec China技术论坛A:医疗器械诞生的助推器——创新医用材料/配件及精加工(一),更多议题覆盖医用塑料在医疗器械生产过程中的应用、汉高医疗行业创新解决方案、埃万特医疗级聚合物解决方案如何为您的体外诊断(IVD)应用增加价值、蔻兰多彩高性能材料解决方案在医疗行业的应用等。
多层挤出,可以理解为同时挤出多层材料。它利用两个或多个挤出机,将不同塑料输送到单个挤出头(模具),该挤出头(模具)将以所需形式加工材料,形成不同材料相互粘合在一起的多层挤出导管,各个层厚度由输送材料的各个挤出机的相对速度和尺寸控制。
在许多医疗场景中,单一聚合物无法满足应用的所有需求,多层挤出允许挤出混合材料,允许适当放置具有不同特性的材料,例如透氧性、强度、刚度和耐磨性等,从而达到性能的一种“叠加”。
无论是2层还是3层,这些组合材料中常见可以包括但不限于:
· 尼龙(Pebax 和 PA12)
· 聚氨酯(TPU)
· 聚乙烯(HDPE、LDPE 和 MDPE)
· 粘结层材料
· 定制化合物
多层结构导管在整个器械中具有独特的特性,可以提高诸:
1. 层材料可以定制以增加爆破强度、降低伸长率或提高拉伸强度。
2. 具有低摩擦系数的内层材料,外层材料
3. 允许与其他聚合材料粘合的外层材料。
4. 低通过性下具有更高性能
5. 平滑表面下额外的不透射线层
多层挤出导管的设计和选材都是基于临床中的应用,借助各个高分子材料的性能,进行复合,从而达到叠加,比如常见的球囊导管中的三层内管,便是这种设计理念,保证通过性,保证光滑性和强度,同时还有节约成本。
挤出成型是指将塑料熔化后泵送入加热的模具,使其冷却成形的过程。共挤出也是同样的过程,只是采用了多台挤压机泵送多种材料来制造产品。共挤出技术在当今医疗设备市场上的用途极为广泛。特别值得一提的是,制造商可以通过不同 材料的组合来改善产品的性能,这些改变包括更好的化学耐受性、机械性能、视觉美感,以及成本的降低。由于所用材料存在差异,管件可能具有完全不同的物理性质。例如,PVC管可软可硬,可透明或不透明,其耐久性适用于大多数医疗领域;聚乙烯管的硬度和化学耐受性更强,却是半透明物质;聚碳酸脂管的透明度高,耐高温,却非常坚硬。如果用某种材料制成的管件缺少某种物理性质,通过共挤出技术就可以为其增加这种性质。
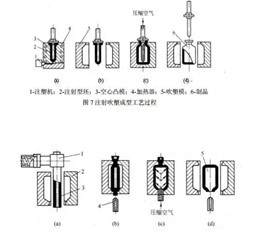
【中空成型(挤吹,注吹,注拉吹)】中空吹塑成型的一般原理为将压缩空气鼓入熔融的型坯,使之横向吹胀,紧贴于模具型腔表面,经过冷却成为中空制品,根据型坯制造方法不同,可分为注射吹塑、挤出吹塑、注射拉伸吹塑、挤出拉伸吹塑和多层吹塑等。
见图 7 和图 8 的注射吹塑和挤出吹塑的工艺过程。
【医用多层薄膜生产】在大输液袋及其二次包装领域,PE、PP、PA 和其它适用材料已渐渐取代 PVC。但是,单层聚烯烃薄膜在性能上并不能完全取代 PVC,因此需要 3,5 甚至7层的多层共挤系统才能解决此特殊问题。在生产过程中,从制膜到制袋,袋内保持高度洁净;薄膜各向性能均衡;可针对不同结构层应用合适材料。
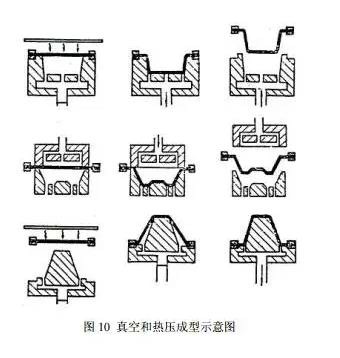
【真空和热压成型】将裁成一定尺寸和形状的片材,夹在模具的框架上,让其在高弹态的适宜温度加 热软化,片材一边受热、一边延伸,而后凭借施加的压力,使其紧贴模具的型面, 取得与型面相仿的形样,经冷却定型和修整后即得制品。
4.2-二次成型设备 表面改性、管体的端部成形、管体的焊接、气囊成形、气囊组装、管体开孔等组装机(线):输液器组装机、注射器组装机、管路组装机。
在医疗器械中使用多层导管可以:
• 为导管外部和内部表面创建具有不同特性的导管表面
• 具有不同特性的材料可以组合以创建独特的导管特性
• 活性材料位于其最佳位置
• 可粘接材料位于内部或外部,实现自组装,便于组装复杂的医疗器械
材料
现阶段,设计多层管,可需用的热塑性材料还是挺多。最常用的材料是传统上用于制造医用管的材料,例如聚酰胺(PA),热塑性弹性体(TPE),聚氨酯(PU),聚氯乙烯(PVC)和聚烯烃(PE)。这些材料可以定制为包括药物洗脱成分,放射性物质,填充剂和/或颜色。但是,设计者必须考虑材料的加工温度,流动特性和熔体粘度。例如,不可能共挤出高熔点,高粘度的材料,如聚醚醚酮(PEEK),其熔融温度约为300 °C ,聚乙烯等材料的熔融温度约为50℃。因为温差太大,兼容材料在挤出在一起时会粘合。为了组合两种化学上不同的材料,必须使用连接层。不需要增加其它的工序,让两种不同对的材料复合在一起成为可能。多层导管挤出技术特别适用于挤出具有特定功能、且价格昂贵的新型或活性材料,因为它允许适当地设计这些材料在导管上的位置。常见的例子是药物洗脱材料需要在导管外层上,或需要将高度润滑的材料放在导管内层上。而且,由于多层导管可考虑将薄层放置在最有效的位置,因此具有成本优势。医用材料作为医疗器械博览会Medtec China的强势品类,医用金属以及医用橡塑材料的头部企业们悉数参加:韦恩堡、庄信万丰贵金属、田中贵金属(上海)、ELGILOY特种金属、三铃制线、江阴佩尔、麦迪斯、美国奥博锐、古河科技、沈阳中核舰航、路博润、NuSil、迈图、科思创、艾曼斯、塞拉尼斯、索尔维、龙海化工、江苏君华等。点击快速预登记。
多层导管在医疗上的应用
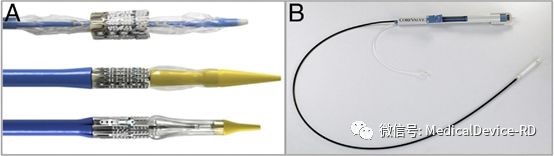
经导管瓣膜置换的输送系统
经皮置换患病心脏瓣膜是一种新兴疗法,为高风险患者提供了传统手术方法的替代方案。在这种微创手术中,引导线穿过股骨进入部位(在腹股沟中),类似于血管成形术,并被引导到心脏腔室中。将导引器护套插入导丝上,然后引入瓣膜输送系统。一旦置换瓣膜位于患病天然瓣膜内部的正确位置,就将其展开。在整个微创手术过程中,患者完全清醒。将阀门输送到现场所需的导管是高度专业化的部件。远端必须易于操纵,因此可以将其直接引导到心脏腔室中。
导管需要是可推动的,因此,近端需要更加坚硬。它还必须具有优异的抗扭结性,并且内径需要润滑以便更换阀门的平稳无阻碍输送。另一个关键要求是管壁必须尽可能薄,以使更换阀的输送通道直径最大化,而导管不会失去其任何功能。
在设计这个特定组件时,设计人员面临着许多挑战。聚四氟乙烯(PTFE)润滑衬垫通常是输送系统的工业标准,由于担心灭菌过程中伽马辐射的影响,因此无法使用。其他问题包括获得具有该应用所需的超薄壁的PTFE衬垫,并且还实现与部件中的其他材料的良好粘合。为了确保导管在通过解剖结构导向心脏时不会扭结或变形,必须将编织层结合到部件中。部件的远端需要对于可跟踪性更加灵活,并且部件的近端需要不太灵活以便可推动。
最终的设计是一个五层组件,由一个超薄壁多层管,一层不锈钢编织层和各种不同硬度的聚醚嵌段酰胺鞘组成,在组件的外层上增加了整体从近端到远端的灵活性。
在部件内径上使用的多层管由高密度聚乙烯(HDPE),连接层和聚醚嵌段酰胺组成,壁厚小于0.008“,外径在25Fr到35之间。由于其低摩擦性能,HDPE用于内层。外层是聚醚嵌段酰胺,与外鞘管形成良好的粘合,确保在编织层上没有分层。不锈钢编织层提供必要的结构刚度和抗扭结性。通过使用多层而不是多个单层管,可以将壁厚保持在最小,并且减少了装配时间和成本。
经皮冠状动脉腔内成形术
进行经皮腔内血管成形术(PTA)和经皮经腔冠状动脉成形术(PTCA)以治疗血管狭窄。在两种手术中,导线从腹股沟中的股动脉(或者,有时,从臂中的桡动脉或肱动脉)传递到超出正在治疗的动脉区域。球囊导管在线上前进到待处理的区段。当球囊膨胀时,它压缩牙菌斑并拉伸动脉壁以扩张,从而改善血液流动。在手术过程中,支架也可以放置在闭塞部位。
微孔多层管可用于制造PTA和PTCA导管的内轴管。在该应用中使用多层挤出,使得成品导管具有增强的性能特征,同时在一些情况下将总壁厚减小至小于0.002英寸。内轴通常是三层管,由内层上的润滑材料(通常为HDPE)组成,以便于在导丝上通过。聚酰胺或聚醚嵌段酰胺用于外层,因为它与器件中的其他组件可焊接。中间层由用于连接不相容的内层和外层材料的系带或粘合材料组成。随着最近的材料开发,现在可以使用与外层材料相容的润滑的内层材料。这些材料可以是润滑性增强的聚酰胺或基于碳氟化合物的材料的形式 – 不再需要夹在外层和内层之间的粘结层。通过使用中间层中的材料来改变管的机械功能而不仅仅是粘合内层和外层,设计者几乎可以获得无限的可能性。

另外,越来越多地采用多层技术来制造PTA和PTCA装置内的其他管部件,例如球囊管和外体管。使用具有结合的刚性中间层的多层管,可以显着减小整体壁厚,或者通过保持壁厚,可以增加爆裂阻力,而不是单层管的爆裂阻力。
输液管
输液管用于将药物输送到身体。传统上,含有增塑剂和其他添加剂的柔性PVC由于其低成本,优异的抗扭结性,易于加工和使用溶剂粘合的组装而成为该应用的首选材料。然而,PVC与胰岛素,硝酸甘油和肿瘤药物如紫杉醇不相容。
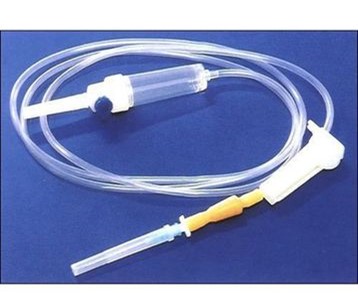
这些药物的活性成分吸附到PVC管中,导致效力丧失,并且只有一部分所需剂量达到其目标。更危险的是,输注溶液可以溶解PVC中包含的增塑剂和其他添加剂,其不可避免地最终进入患者体内。聚乙烯由于其惰性,具有优异的相容性,但难以粘合并且具有差的抗扭结性能。多层导管含有低密度聚乙烯(LDPE),内径为兼容性,外径为PVC,是理想的解决方案。 LDPE层充当屏障,确保通过吸收输注溶液不会损失活性成分,或者由于添加剂在聚合物材料内迁移而导致的污染。 PVC的外层确保了抗扭结性,并且导管仍然可以通过溶剂粘合进行组装,包装和灭菌的方式与标准输液管相同。这种化学相容性是常见的挑战,可以通过多层导管技术的进步轻松克服。
结尾语
多层导管在医疗设计中的创新使用彻底改变了我们解决大量医疗问题的方式。在未来,医疗器械博览会Medtec China相信随着挤出工具和机器设计技术变得更加先进,再加上过程控制和测量系统的改进,我们希望通过更小,更薄和更多功能的多层导管来实现更高的精度。随着时间的推移,多层挤出生产线将变得更加专业化,并结合其他挤出技术,如多腔挤出,锥形挤出,“线上”挤出和间断/间断层挤出。


