ePTFE膜是医疗器械制造领域非常常用的材料,你知道有关PTFE结构与ePTFE膜生产工艺的知识吗?医疗设计及制造技术展Medtec这次就带你一起了解一下~
聚四氟乙烯分子式
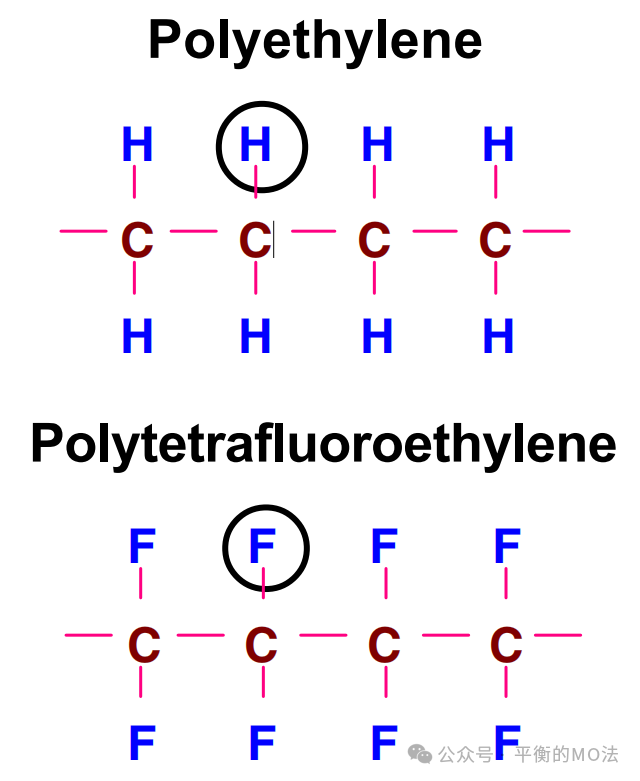
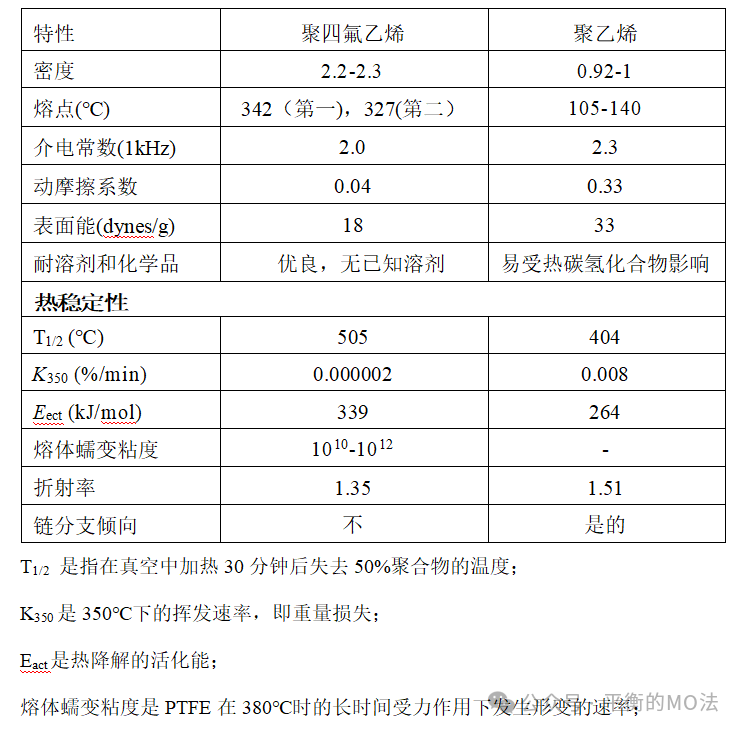
PE与PTFE分子
比较C-F键和C-H键。表2.1总结了F和H在电子性质和大小方面的关键差异。
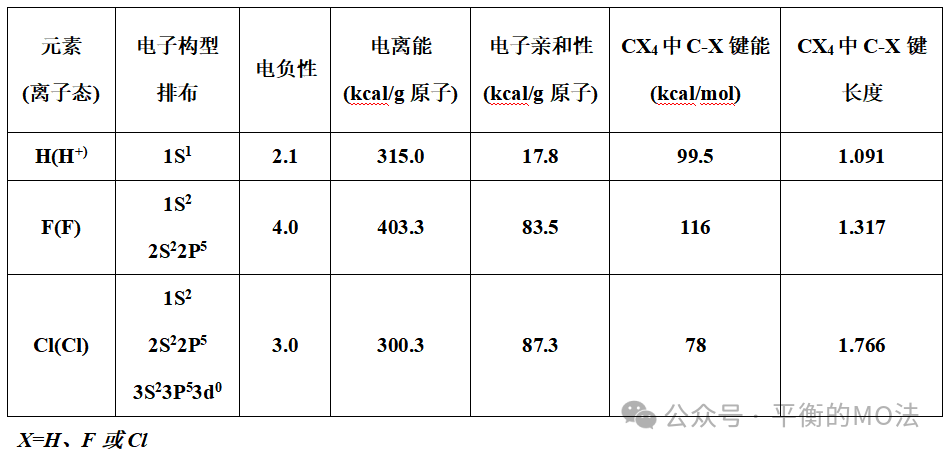
F元素和H元素的差异
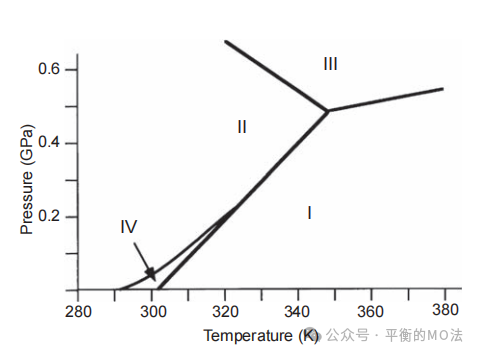
聚四氟乙烯的相图
医疗器械生产过程中的塑模成型技术同时影响着医疗器械产品的质量和生产效率,我国医疗器械注塑成型设备的技术水平相比国外还有较大差距,特别是在微型、精密医疗塑料这样的高端技术领域。医疗设计及制造技术展Medtec展会同期技术论坛B: 医疗器械生产过程中的塑模成型技术 会议将重点讨论塑模成型的主要技术,使之更加匹配医疗器械的生产制造。点击此处报名参观参会>>>
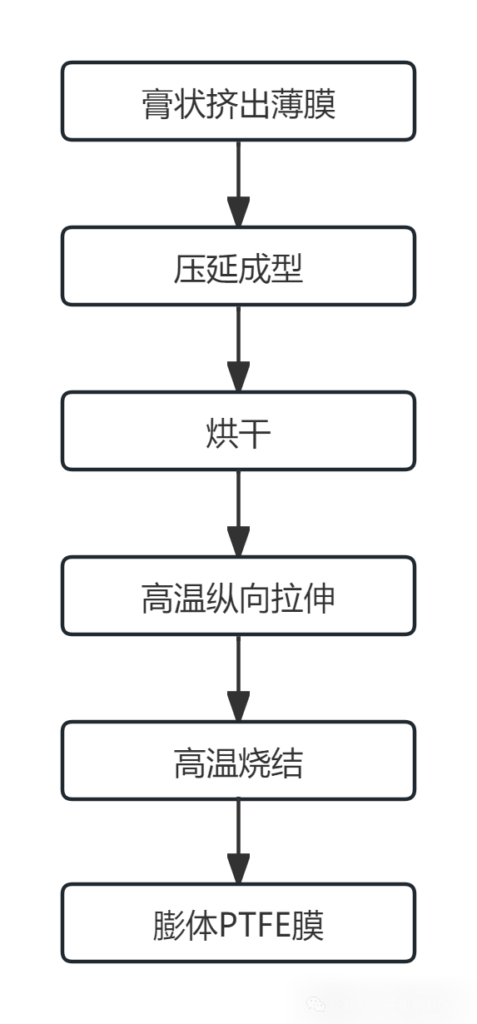
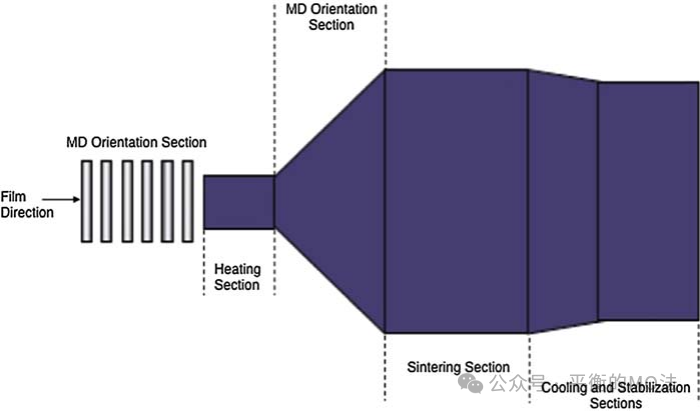
纵向拉伸工艺流程图
拉伸前须制备原料:选择合适PTFE树脂挤出成薄膜。挤出的薄膜根据最终用途的选择是否进行压延。再进行烘干过程,将薄膜中的润滑剂去除掉。
连续双轴方向的典型宽度轮廓(MD:机器方向即纵向)
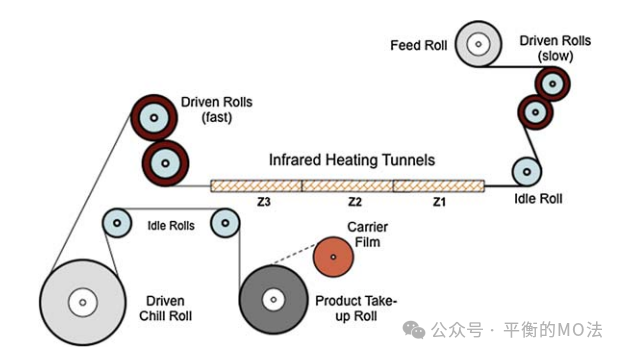
纵向拉伸完成后,薄膜进入张力架。在张力架的入口处,薄膜被夹子系统夹住,并通过轨道轨迹在宽度方向上拉伸。

张力框架内部
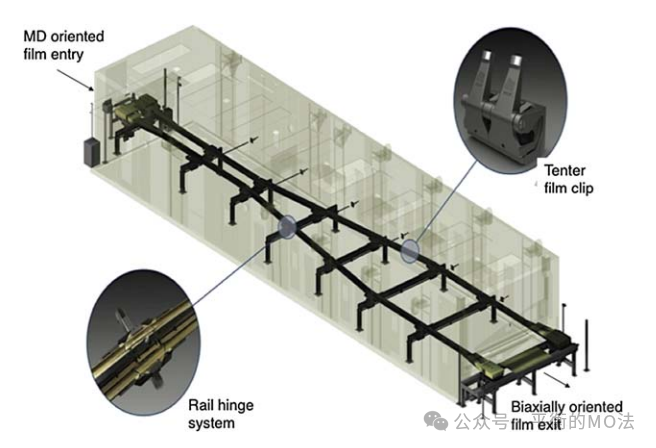
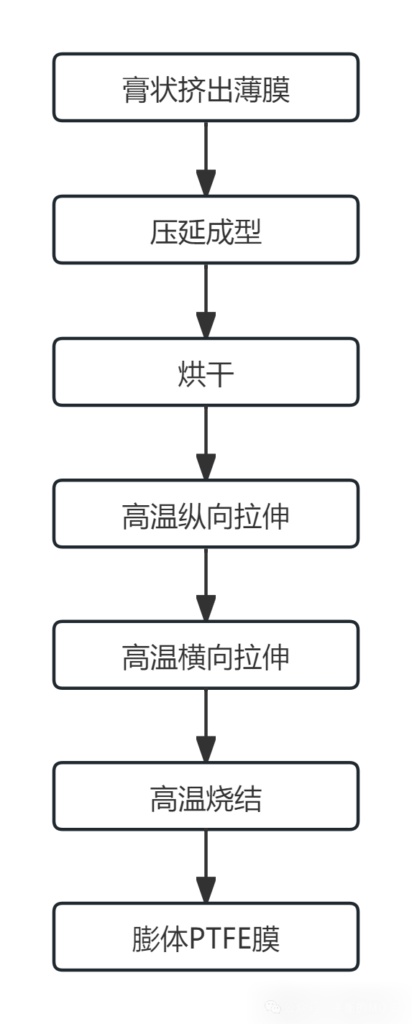
双向拉伸设备