在金属、陶瓷及聚合物材料中,只有有限的材料可以用于制造骨科植入物。这些材料必须具有良好的生物相容性,能够长期保留在人体内;具有功能性植入物必要的特性;同时还必须满足表面性能的要求。这几点对植入器械的成功与否至关重要。为实现预期使用目的,器械可能由几种不同的生物材料制成。其中重要的特性包括耐磨性、承重性以及连接宿主骨的稳定性。过去基于植入物和宿主骨之间直接进行骨整合的概念,非骨水泥植入物逐渐成为骨水泥植入物的替代品。非骨水泥植入物的表面至关重要;在大多数情况下,需对表面进行涂层处理,使植入物具有生物相容性,并促进骨整合。
1、前言
人工关节是为替代已失去功能的关节而设计的一种人工器官,目前应用于临床的包括:人工髋关节、人工膝关节、人工肩关节、人工肘关节、人工踝关节等[1]。2014 年,我国的人工关节置换术总量已达近 40 万例,其中近 60% 为人工髋关节置换。人工髋关节置换术是治疗股骨头坏死、髋关节发育不良、退变性髋骨关节炎、类风湿性关节炎等疾病终末期病变的最重要和最有效的手术之一[2],其良好的临床效果为越来越多的中青年患者在治疗上提供了更多的选择。年轻患者活动能力强、假体期望寿命长,对于中青年患者初次 THA 术中通常使用的初始稳定性好、骨长入效果更佳的生物固定型假体。生物固定型全髋关节置换的临床疗效通常被认为与假体初始固定、表面涂层、假体材质、以及关节摩擦界面等因素密切相关,其中与假体初始固定密切相关的表面涂层状态至关重要[3]。
人工全髋关节假体通常包含:股骨柄、股骨头、髋臼内衬、髋臼杯;股骨头通常为 CoCrMo 或高性能陶瓷制成,髋臼内衬通常为超高分子量聚乙烯、高交联超高分子量聚乙烯或高性能陶瓷制成;生物型股骨柄通常选取弹性模量较低、生物相容性好的 Ti6Al4V 合金为基体,柄身部分结合多孔涂层;生物型髋臼杯通常选取Ti6Al4V 合金或纯钛为基体,外侧结合多孔涂层。
生物型髋关节中的多孔涂层由圆钛珠、钛粉、磷酸钙陶瓷等通过相应工艺制备,多孔涂层的制备方法包括:高温烧结或扩散连接、等离子喷涂、电泳沉积等。
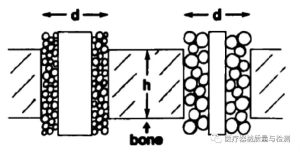
图1 不同尺寸烧结珠多孔涂层示意图
1980 年,Bobyn 等人通过烧结工艺制备不同孔隙直径的多孔涂层 ( 如图 1 所示 ),以研究不同孔径对植入物多孔表面骨长入效果(如图 2 所示)和固定强度的影响,结果表明孔径在 50-400μm 范围的多孔涂层可以在短时间(8 周)提供最佳或最大的固定强度(17MPa)[4]。
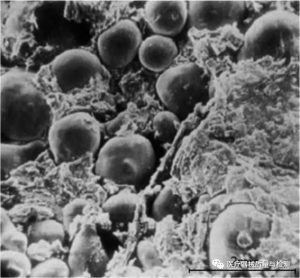
图2 剥离试验带有宿主骨的植入物TEM照片
国际医疗器械展Medtec China 2023 有16大特色展区,包括医用3D打印,骨科加工专区,及超精密激光加工、金属材料,部件和加工设备等研发设计领域,许多展商也将来到国际医疗器械展展会现场展示企业最新的产品及设计。
多孔涂层的空间三维结构具有较高的孔隙率、理想的孔径、较高的摩擦系数及较低的弹性模量,这些特性可增加骨长入的速度和深度以及改善初始的稳定性,使植入物具有更好的骨整合和生物固定效果,各大关节厂商和加工服务提供商纷纷推出自己的多孔涂层产品,如图 3 中 a)、b) 所示,常见的涂层类型包括金属烧结多孔涂层、等离子喷涂金属多孔涂层、等离子喷涂磷酸钙涂层、金属 / 磷酸钙复合涂层等。
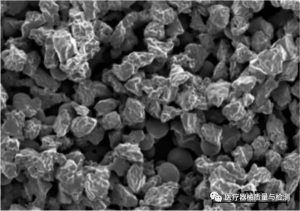
a)Depuy公司的Gription涂层(采用圆钛珠打底,表面烧结不规则钛颗粒)
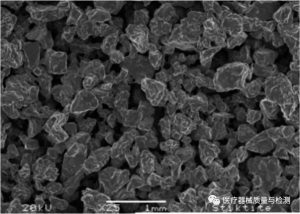
b)Orchid公司的ASYMMATRIX涂层
图3 多孔涂层形貌图
近年来增材制造技术也在该领域凸显优势,可由钛合金粉末通过高能束加工实现髋臼杯杯体与外侧多孔结构的短流程、近终形的制备,国内已上市产品如爱康公司的 3D 打印髋臼杯[5],如图 4 所示。

图4 爱康公司的 3D 打印髋臼杯
2、髋关节多孔涂层的评价
对髋关节涂层的评价应遵循国内外相关的指南文件[7,8],国际、国内及行业标准进行,如无特别声明,对涂层的评价项目均针对最终产品,当产品因无法取样用于测试时,方可选取相同工艺的试件。制造商应制定原材料的规范,如基体的材料牌号及符合的标准、表面粗糙度等信息;钛及钛合金粉末参照 ASTM F1580 标准规定粉末化学成分、杂质含量、颗粒大小、粒径分布等信息,羟基磷灰石参照 ASTM F1185 标准及 YY0303标准规定颗粒的化学成分、重金属含量、HA 的含量、Ca/P 比、颗粒大小、粒径分布等信息,β- 磷酸三钙参照 ASTM F1088 标准规定颗粒的化学成分、重金属含量、β- 磷酸三钙的含量、Ca/P 比、颗粒大小、粒径分布等信息。
制造商应明确喷涂、烧结、电泳沉积等制备涂层的工艺方法,以及后处理措施,如用于改善喷涂之后HA 结晶度和纯度的退火或固溶处理的详细过程等。
2.1 涂层成分及体视学评价
制造商应关注涂层和基体的化学成分和显微组织(晶粒尺寸、相组成等)经加工前后的变化,尤其是工艺过程中引入的杂质元素;并充分参考现有国际国内标准及文献资料。以羟基磷灰石涂层为例,按照ISO13779-2 标准《外科植入物羟基磷灰石 第 2 部分 羟基磷灰石涂层》的要求,应进行元素分析,其 Ca/P比的范围介于 1.67-1.76 之间,重金属元素的极限含量如表 1 所示:
表 1 磷酸钙涂层重金属元素的极限含量元素
|
元素 |
最大含量/(mg/kg) |
|
As |
3 |
|
Cd |
5 |
|
Hg |
5 |
|
Pb |
30 |
|
总的重金属含量(以铅计) |
50 |
在结晶相中,羟基磷灰石结晶相含量不少于 50%,α-TCP、β-TCP, TTCP、CaO 结晶相允许的最大含量为 5%;羟基磷灰石的结晶度不低于45%。涂层的表面形貌与假体初始固定和后期骨长入效果密切相关,制造商应明确涂层层数、孔径范围和粗糙度,规定对涂层厚度、孔隙率、平均孔隙截距、涂层界面梯度的要求,并参照 ASTM F1854 标准的方法制定评价指标。
2.2 涂层机械性能评价
髋关节表面涂层优良的机械性能可以应对人体在活动中的力学挑战,以保证产品植入身体后的安全性和有效性。常见的涂层机械性能测试方法包括:涂层的剪切疲劳试验、涂层静态剪切强度测试、涂层与基体间拉伸强度测试、弯曲疲劳试验、涂层磨耗试验。通过系列试验可确定不同材料、表面条件、应力等因素下涂层服役的可靠性。涂 层 的 剪 切 疲 劳 试 验 可 参 照ASTM F1160 标准,其目的是确定涂层在 107 次正应力循环下的抗疲劳性能,以及涂层的结合强度和耐久性。制造商应根据涂层类型,参照同类产品及标准制定涂层的剪切疲劳强度,如 ISO13179-1 标准中规定等离子喷涂纯钛涂层 107 次正应力循环下的疲劳剪切强度为 10MPa。涂 层 静 态 剪 切 强 度 测 试 参 照ASTM F1044 标准,评价连续磷酸钙总的重金属含量(以铅计) 50涂层或金属涂层对于基体的剪切力或剪切后平行于水平面的涂层间的结合力。制造商应根据涂层类型,参照同类产品及标准制定涂层的剪切强度,如 FDA 关于指南文件中规定,金属涂层与基体结合界面的静态剪切强度不低于 20MPa。涂 层 静 态 拉 伸 强 度 测 试 参 照ASTM F1147 标准,评价连续磷酸钙涂层或金属涂层对于基体的附着力或涂层间的结合力。制造商应根据涂层类型,参照同类产品及标准制定涂层的拉伸强度,如 FDA 关于指南文件中[9] 规定,金属涂层与基体结合界面的静态拉伸强度不低于 22MPa;ISO13779-2 标 准 中 规 定, 羟 基 磷灰石涂层与基体的粘结强度不低于15MPa。弯曲疲劳试验可评价基体结合涂层后的耐疲劳性能,也可为涂层粘结效果(即抗破碎、抗裂纹等)提供一个主观评价,进而评价涂层制备工艺及参数的合理性。试验方法可参照ASTM F1160 标准,磷酸钙涂层、金属多孔和非多孔涂层、金属 / 磷酸钙均可进行该试验。涂 层 的 耐 磨 性 试 验 按 照 ASTM F1978 标 准 进 行 磨 耗 试 验,利 用H-22 的轮子装载泰伯磨损机,并使用 250g 的总负荷,每个样品应当运行至少 100 个周期。热喷涂涂层在磨损 100 个周期后,其质量损耗的总值应当小于 65mg(按重量计)。
2.3 涂层稳定性及耐腐蚀性评价
对于磷酸钙类涂层,还应按照ASTM F1926 标准,对喷涂后的涂层的溶解度和溶解速率进行试验,研究其在 TRIS 缓冲溶液中的体外溶解特性[10],并与喷涂前的颗粒溶解特性相对比。除关注涂层的机械性能外,还应关注其耐腐蚀性能,已有研究证实Ti6Al4V 合金其中的 V、Al 是对生物体有潜在毒副作用的元素[11],特别是 V 的生物毒性要超过 Ni/Cr,如出现过度腐蚀,会导致腐蚀产物进入人体组织,引起严重周围组织毒性反应,导致植入假体松动及翻修。对于基体和涂层的成分不同金属等离子喷涂涂层,由于不同金属间的腐蚀电位不同,可能引起电偶腐蚀;电子束熔融增材制造的产品,垂直于打印方向的面上的钛合金由于α+β 相界面积大,α 相含量较高,且优先被溶解,造成其开路电位、腐蚀电位和钝化电流密度较低,耐腐蚀性较锻件有所下降[12]。制造商在开发涂层产品时,如预期匹配的组合没有骨科植入物领域的成功应用,应在产品上市前认真评估其风险,除关注不同材质界面间是否存在腐蚀现象和使用电化学法确定腐蚀电位(Ecorr)及腐蚀速率(Icorr)外,还应进行产品的金属离子析出试验,测定离子析出浓度并进行安全性评价。
2.4 涂层生物相容性评价
人工髋关节假体上的涂层,应按照 GB/T16886 系列标准进行生物学评价,必要时开展生物学试验,试验项目如下表 2 所示。
表 2 GB/T16886 系列生物学试验
|
序号 |
检测项目 |
依据标准 |
判定依据 |
|
1 |
细胞毒性试验 |
GB/T16886.5 |
细胞毒性不大于1级 |
|
2 |
迟发型超敏试验 |
GB/T16886.10 |
应无迟发型超敏反应 |
|
3 |
遗传毒性试验 Ames试验 哺乳动物细胞体外基因突变试验 哺乳动物体外细胞染色体畸变试验 |
GB/T16886.3 |
供试品应对鼠伤寒沙门氏菌无诱变性 供试品不引起培养的哺乳动物细胞基因突变 供试品不诱发培养的哺乳动物细胞染色体畸变 |
|
4 |
急性全身毒性试验 |
GB/T16886.11 |
应无急性全身毒性 |
|
5 |
亚慢性全身毒性试验 |
GB/T16886.11 |
应无临床毒性症状;与对照组比较,无明显病理改变,试验组和对照组之间体重、器官重量、血液学、临床化学等指标应无明显的毒性反应 |
|
6 |
骨植入试验 |
GB/T16886.6 |
1w/4w/12w/26w试验周围组织反应刺激等级应为无刺激活轻微刺激 |
|
7 |
皮内反应试验 |
GB/T16886.10 |
试验样品组与溶剂对照组平均计分之差不大于1.0 |
如果多孔涂层在成分、相组成、形态学等方面与已上市涂层产品无可比性,还应通过动物实验及适当的组织学分析,证明其在体内的骨长入效果(长入深度、结合强度)或是是否会引起周围组织的损伤。
3、涂层工艺的评估
制造商除对涂层的成分、微观组织、机械性能、生物学性能等进行研究外,还应评估涂层工艺对产品力学性能的影响进行充分评估。以高温烧结产品为例,涂层制备需要在高温环境中长时间加热促进涂层与基体的冶金结合,高温环境会使基体晶粒长大,显微组织为粗大的网篮状组织和魏氏组织,烧结态股骨柄力学性能显著降低[13]。为保证人工髋关节类产品的安全有效性,制造商除可按照 ASTM F1160 标准进行试件弯曲疲劳试验以评价基体结合涂层后的耐疲劳性能,还应提供应选取其烧结产品部件中的“最差情况”按照 ISO7206系列标准进行产品的疲劳试验,如根据 ISO 7206-4 进行股骨柄的柄部疲劳试验;根据 ISO 7206-6 进行股骨 柄 的 头 颈 部 疲 劳 试 验;按 照 ISO 7206-12 标准进行金属髋臼抗变形试验。
4、结语
随着临床医学和材料科技的进步,表面涂层技术在关节假体领域得到了成功应用,业界和监管机构也将更多的关注涂层在关节临床中的应用与评价。随着基础研究与临床应用结合的不断加快,未来将会涌现出新的多孔涂层产品,除本文中提及的方法外,将会有更多与之相适应的方法应用于涂层评价。因此需要加强基础研究能力,制定科学的技术指标和试验方法,以确保产品的安全有效性,同时也为注册申报提供充分的支持性数据。
若您想了解更多有关人工关节等骨科相关的热点话题,不妨加入国际医疗器械展Medtec China 2023 16大特色展区“第八届植入介入医疗器械中国峰会”。来自北京大学等高校的嘉宾将讲解金属植介入器械产品中的医工结合。议题覆盖金属骨科植入物的材料选择、产品设计与生物学评价、金属心血管介入器械的材料选择、产品设计与生物学评价等。点击快速预登记。
文章来源:医疗器械质量与检测