






医疗器械博览会浅析微创医疗器械内窥镜注塑件工艺
2022-09-22
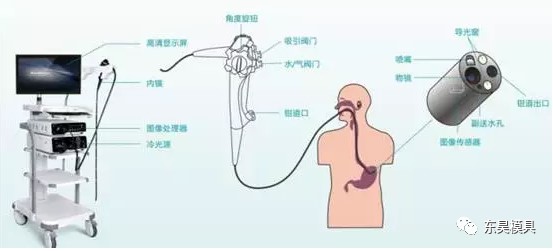
内窥镜主要由三大部分组成:窥镜系统、图像显示系统和照明系统,而每一个部分由有许多不同的元件所构成。在这点上,工业内窥镜和医用内窥镜是类似的。
1内窥镜的应用
内窥镜是一种常用的医疗器械,经人体的自然孔道或经手术做的小切口进入人体内,使用时将内窥镜导入预检查的器官,可直接窥视有关部位的变化。
2内窥镜注塑件产品实现难点
该产品结构微小,尺寸要求较高,另外该产品壁厚相当薄,导致该产品注塑实现困难,非常难充填满。
想要了解更多包括内窥镜研发设计等更多医械前沿技术,尽在医疗器械博览会Medtec China技术论坛J:高端有源医疗设备核心部件与技术论坛,议题包含核心部件在内窥镜产品的创新设计和技术研发中的应用、一次性内镜图像传感器CMOS技术详解等,会议内容再次升级,高校、医院、企业的嘉宾讲多维度剖析高端有源医疗设备制造要点及发展。点击快速预登记。
3内窥镜注塑件使用材料
• ABS:吸水率低,制品可着色成各种颜色,后收缩性小,尺寸稳定性高,成型温度范围宽,具有较高的冲击强度和表面硬度.电绝缘性好,不受温度,湿度和频率影响,不受水,无机盐碱醇类和烃溶剂的影响.
• 高温料: 聚砜具有较好的化学稳定性,很高的力学性能、很好的刚性和优良的介电性能,聚砜的尺寸稳定性较好,可进行一般机械加工和电镀,通常的使用温度范围为-100℃~150℃,热变形温度为174℃,其抗蠕变性能比聚碳酸酯还好,耐气候性较差。
• LCP:LCP的成型温度高,因其品种不同,熔融温度在300~425℃范围内。LCP熔体粘度低,流动性好,与烯烃塑料近似。LCP具有极小的线膨胀系数,尺寸稳定性好。
4内窥镜注塑件模具注意事项
• 需设计合理的进胶方式及流道,进点大小,保证产品容易打饱不缺料;
• 根据产品尺寸要求,设计合理的模具零件工差;
• 加工时排布合理的加工工艺,保证模具尺寸及零件尺寸依最合理的加工方式加工;
• 模具及零件检测时,确保量测手法及量测方式正确,保证其尺寸加工到位;
• 产品抛光时,需要保证产品局部的光洁度;
• 设计合理的排气,使成型充填时不产生困气现象。

图片来源于网络
医疗器械博览会Medtec China塑膜成型服务与设备企业,包括英柯欧、摩瑞都、壹之璟、东莞市庚盈精密模具、江苏日成医疗科技、康程精密科技等也将在现场提供新型DF5系列-SBH10喷嘴加热器 、医疗行业用迷你干燥机、内镜配套耗材及维修配件、一次性使用硅胶导尿管&导尿包等。
5内窥镜注塑件工艺注意事项
医疗器械博览会Medtec China提醒各位医械制造师内窥镜注塑件工艺注意事项:
• 运用科学试模法找到最佳射出速度,保证材料的粘度最小化,使冲胶顺利;
• 需要进行压力降测试,验证进点流道大小是否合理;
• 适当使用模温料温的中上限,以提高材料的流动性;
• 调整好最佳的锁模力,以保证冲胶顺畅的同时,模腔排气效果最佳化。
来源: 东昊模具


