






医疗器械制造展技术 | 关于热塑型复合材料的超声焊接技术参数及接头设计一览
2022-09-05
在大型或复杂器械结构生产、组装时,构件间的连接尤为重要。传统的复合材料连接技术具有一些明显缺陷。针对热塑性复合材料,人们一边深入探索新型高效的机械连接和胶接方法的同时,一边着眼于具有巨大潜力的超声焊接技术。医疗器械制造展Medtec China现场也有许多专注于超声焊接技术的技术的企业,本文针对热塑性复合材料各类连接技术,对它们的特点、应用及研究现状进行概述,重点论述了超声焊接如何应用于热塑性复合材料的生产过程。
热塑型复合材料
热塑性复合材料主要有三种材料形式。提供的玻璃纤维或碳纤维织物,并选用PEEK、PEI、PA和PPS树脂为基体。
第一类是使用普通玻璃纤维或碳纤维编织的织物预浸料,织物内包含热塑性树脂。
第二类是增强热塑性层压板。这些材料是多层取向的层压板,分为1至20层,长度从12英尺到4英尺不等。
第二类是增强热塑性层压板。这些材料是多层取向的层压板,分为1至20层,长度从12英尺到4英尺不等。
热塑型复合材料的优势
热塑性复合材料成熟应用已经有数十年的历史了,热塑性复合材料的系列优点如下所示:
• 能够在短周期时间内,实现零部件的热成型制造。
• 具有优异的抗损伤性和韧性。
• 水分吸收率低。
• 可以在室温下储存,这就使得可以不受时间限制而生产更大的结构。
• 零件可以重新成型。
• 阻燃性。
• 存在零件制造替代方案,这些替代方案可以避免使用高压釜。
与热固性塑料相比,热塑性复合材料通常具有更高的韧性。这是一个额外的好处,因为即使存在内部损坏,复合材料也通常不会表现出表面损坏。
高韧性——热塑性复合材料已被证明在典型的航空航天测试中表现出更高的韧性。对于复合材料而言,当发生内部裂纹时,表面可以保持不变。因此,拥有一个能够抵抗裂纹扩展且不易受到损坏的基体系统是一大好处。
室温保存——热塑性预浸料可以保持在室温下,而不会降低性能,因为热塑性复合材料无需担心化学反应。这消除了对冷藏运输和冷藏的要求,而冷藏往往会使热固性复合材料的物流变得更加复杂。由于不用考虑超时时间,因此也可以使用更复杂的零件。
再成型——热塑性材料可以重新成型加工,因为热塑性树脂可以多次冷却和加热而不会影响性能。使用后的零件可以分解,并用作压缩成型或注射成型等替代工艺的原料。
更高的加工温度——使用热塑性复合材料时,一个要考虑的问题是要求在明显高于玻璃化转变温度的温度下加工聚合物。玻璃化转变温度通常被视为聚合物的使用温度。下表总结了各种热塑性聚合物的玻璃化转变温度和工艺温度。
常见的连接与焊接的方法:
1.机械连接。机械连接虽然有连接效率低的缺点,但其突出的优点是安全可靠、传递大载荷、可重复装配和拆卸。
2.胶黏连接。胶黏连接是一种能够传递均匀应力的高效连接方式,减重的同时提高了抗疲劳和耐腐蚀能力。属与复合材料胶接破坏形式如下图所示。在实际生产中,由于胶接受工艺影响较大,并且复合材料与胶层界面复杂,基体/胶层界面的黏接强度难以准确测定。从其破坏形式可知,要获得承载性能最佳的胶接接头,需要提高胶黏剂和基材之间、层合板层间的界面结合强度,使最终破坏形式倾向于胶层内聚破坏,最大化发挥胶黏剂性能。
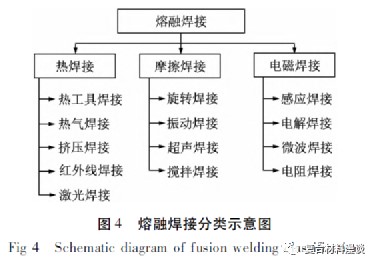
3.熔融焊接。在连接复合材料时,使用机械连接预制孔会破坏增强纤维,而影响整体结构性能,异种材料连接还有可能产生电偶腐蚀弱化界面。对胶接来说,受环境影响、黏结剂的固化时间较长是其主要缺点。此外,TPC的胶接还需要预处理以改善复合材料的润湿性和表面张力。
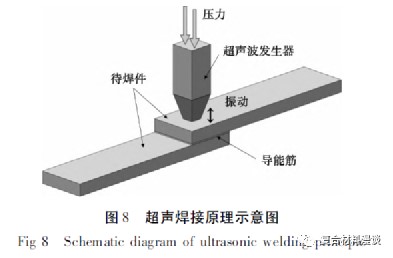
4.超声焊接。1984年Potente提出超声焊接热塑性高分子材料的机理,下图为超声焊接(UW)原理图,待焊件与导能筋(感受器)在焊接压力下接触固定,超声波发生器将高频交流电转换为高频振动,小振幅变化的运动产生了分子间摩擦并转换为热能,经过传导到达接头界面,直到熔融导能筋,在压力下流动并浸润待焊件形成连接。与电阻焊接、感应焊接等其他焊接技术相比,超声焊接是最快的连接方法之一,适合大量和自动化生产。不像感应焊接与电阻焊接需要植入异种材料或纤维,而是在焊接界面铺敷一层叫做超声波导能筋(ED)的凸起或平整的树脂材料,减少了可能造成的影响。
焊接热塑性塑料的一种方法是电阻焊(Resistance Welding)。在这种方法中,将导电材料的导线或编织物放置在接合界面中。当电流通过时,电阻产生的热量熔化周围的聚合物,形成焊缝。钢丝或编织物保留在接头上,影响焊接强度。这种技术的优点是可以焊接大型和复杂的接头。缺点是导电材料增加了成本。另一个选择是感应焊接(Induction Welding)。在这个过程中,感应线圈沿着焊缝移动。线圈在导电碳复合材料层板中产生涡流,产生的热量熔化聚合物。
医疗器械制造展Medtec China 2022同期:创新技术论坛和法规峰会2022技术论坛I:医疗粘接与焊接先进技术研讨会中,将详细论述医用塑料焊接中的问题及解决方案、激光塑料焊接在医疗产业的应用等粘接与焊接的相关议题,点击快速预登记。
综合最新研究进展,TPC超声焊接的研究重点在于工艺参数优化、焊接控制方式、导能筋类型、异种复合材料焊接。控制超声焊接工艺的参数是压力、振幅和时间,而振动频率对选用的超声波发射器一般是固定的。压力和振幅决定产热速率,振动时间决定了输入焊接接头的能量以及最终质量。研究表明,焊接质量随焊接时间的增加而提高,但较长的焊接时间会在接头界面处形成较大的孔洞和裂纹。Hongon等研究了不同频率的聚丙烯和聚甲基丙烯酸甲酯搭接聚合物的超声焊接,研究表明高频[(67~180)kHz]下形成的接头强度高,这是因为高频提供更高的界面温度。在焊接过程中,振动时间可以通过设定值来直接控制,或是通过改变焊接能量和超声波发生器垂直位移两个参数来间接控制。即“能量控制”或“位移控制”方式。相较于能量控制,位移控制焊接能够获得更稳定、可靠的焊接接头质量。
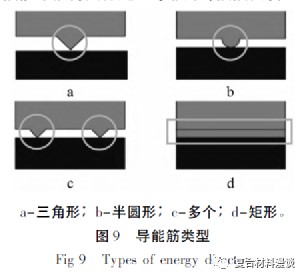
导能筋(ED)是富含树脂的人造微突起结构,不含任何纤维,在焊接过程中放置在界面处,是超声焊接中最重要的结构之一。它通过和被附着物相对运动、自身刚度低于被附着物刚度两个先决条件来集中加热,相对运动能促进表面摩擦,刚度差距促进黏弹性加热。典型的导能筋形状为三角形、半圆形和矩形,如图9所示。表4提供了部分ED对接头性能影响的研究,其形状决定了界面接触状态,影响基板之间的热量产生,从而影响接头质量。然而,使用ED会导致局部纤维含量减少,这是由于添加了额外的树脂基体,从而导致接头薄弱。需要注意的是,ED中填充纤维会对接头性能造成影响,但其复杂影响还需深入研究。
超声波焊接的优点和局限性:
这个过程有很多好处:
• 超声波焊接是最快的连接方法,是自动化的理想选择。
• 不需要填充材料。可以进行点焊和焊缝焊接。
• 表面损伤是最小的,因为热量是在接合界面产生,而非顶部表面。
• 一个干净的工艺过程,不会产生烟雾或火花。
超声波焊接也有局限性:
• 工艺可行性受限于结构和焊缝设计,最大零件厚度或者从表面到焊缝的距离限制在7毫米内(一些刚度较小塑料的最大厚度小于3mm)。超声波振动很难穿透较厚的零件。
• 具有高刚度、硬度和阻尼的材料会阻碍振动转化为热能的效率。
• 超声波焊接的工作原理是将机械振动传递到接头界面,因此焊接过程中会产生高频振动。由于振动循环加载,增加了零件尤其是电子元件疲劳失效的风险。
影响塑料可焊性的因素有:分子结构、熔融温度、流动性、刚度和化学组成。熔融温度与焊接所需能量成正比。熔融温度越高,焊接所需的超声波能量越多。刚度影响能量传递,坚硬的材料比柔软的材料能更好地传递振动。熔融温度、流动性和化学成份,在焊接不同聚合物时起到关键作用。比方说,如果一种材料熔融温度比另一种低,它就会熔化得早,造成粘结不良。为了达到最好的焊接效果,两种材料之间的熔融温度差不应超过22℃,并且两种材料的化学成份相容。
水分含量也会影响焊接质量。在100℃时,塑料吸收的水会蒸发,在接头界面产生多孔缺陷,降低焊接强度。脱模剂、增塑剂和抗冲击改性剂也会降低树脂传递振动的能力。
超声波焊接参数
超声焊接质量受以下参数影响:振幅、焊接能量、焊接时间、焊接深度,焊接前、焊接中和焊接后压力,以及保压时间。
焊接质量在很大程度上取决于输入能量。输入能量由公式计算:E = F x f x A x t,其中E为输入能量(焦耳),F为焊接压力(牛顿),f为频率(赫兹),A为振幅(微米),t为时间(秒)。
有研究表明,焊接强度与总能量输入密切相关。例如对纤维增强PA6的焊接,当焊接能量从200J增加到1000J时焊接强度增加,但超过1000J时,由于在焊缝中产生气孔而降低了焊接强度。
焊接时间是另一个关键参数。例如,碳纤维增强PEEK,其焊接质量随着焊接时间增加而增加。但是,较长的焊接时间(1.1秒或更长)会在焊缝处产生裂纹和孔隙。振幅也起着重要作用,一般塑料的熔融温度越高,需要的振幅也就越大。
接头设计
超声波焊接主要应用于两种类型的接头:导能筋接头(Energy Director Joints)和剪切接头(Shear Joints)。导能筋(ED)是铸在其中一个部件上的突起。对接接头(Butt Joint)和搭接接头(lap Joints)也通常使用导能筋。对于剪切接头,振动传递的方向与焊接面平行,由焊接面上的摩擦剪切力而产生热量。当需要强大的结构性能或密封性时,可使用剪切接头,非常适用于焊接半结晶树脂。
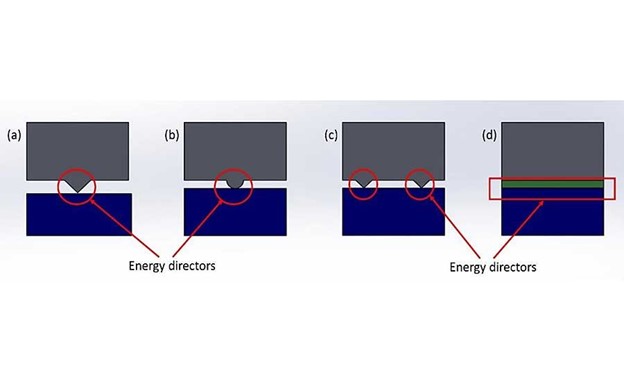
导能筋是超声波焊接中一个重要的物理结构。它有助于通过将能量集中在接头界面,来增强粘弹性加热。导能筋的大小和形状会影响焊接质量。它可以是半圆形的,三角形,或扁平的。它们的方向也可以与接头平行或垂直。扁平的导能筋通常足以用于焊接纤维增强的复合材料。 导能筋的几何形状对焊接质量也有很大影响。例如,一项研究考察了碳纤维增强的聚醚酰亚胺的超声波焊接。研究人员发现,焊接强度随着导能筋体积的增加而增加,直至某一点。在一定的体积阈值之后,焊接强度下降。 特殊情况下,热塑性复合材料也可以在没有导能筋的情况下进行焊接。然而,有总比没有好。一项研究表明,在连接尼龙6复合材料时,导能筋对焊接质量的影响比焊接力或振动时间更重要。另一项研究也发现,在焊接碳纤维增强的PEEK时,有导能筋的接头,搭接剪切焊接强度比没有的高50%。
还想了解更多焊接工艺技术要点?来医疗器械制造展Medtec China技术论坛C:精密加工设备与技术应用论坛中,议题覆盖浅谈多品种小批量的医疗钣金件激光焊接技术、飞秒激光助力极端制造与超精密加工等多项精密加工课题。
热塑性塑料的焊接
常见应用大多数是用玻璃纤维增强的PP或PA。一致认为焊接时间和振幅对焊接质量影响最大。
导能筋或者剪切缝的几何形状对焊接质量也有显著影响。例如,碳纤维增强PEI的超声波焊接,焊接强度随着ED的体积增加而增加,但达到一定的体积阈值后,焊缝强度下降。对于碳纤维增强PA66的超声波焊接。研究人员发现,4mm厚塑料面面焊接,没有导能筋,焊接时间为2.1秒,焊接压力为0.15MPa,焊接强度为5200N。
对于碳纤维增强PEEK的超声波焊接。研究人员发现,当采用0.45mm厚的扁平导能筋,焊接强度随焊接时间的增加而增加。但在最佳时间后,进一步增加焊接时间会导致较大的裂纹和孔洞,焊接强度显著降低。
“绿色”复合材料的超声波焊接。研究人员利用超声波焊接技术将竹纤维增强聚乳酸连接在一起。焊接时间为3秒,保持时间为9秒,焊接压力为0.3Mpa时,焊缝强度达到最大。
另一项研究观察了使用剪切缝设计的玻璃纤维增强PA的超声焊接。焊接时间0.6秒,焊接压力为0.4Mpa,保压时间0.55秒的情况下获得了最大的接头强度。
焊接前的零件预热可能对难以连接的塑料有帮助。例如,一项研究观察了碳纤维增强PA66的超声波焊接。研究人员发现,在焊接前预热125℃的零件在拉伸和疲劳试验中比未预热的零件表现好30%。预热降低了复合材料的分解,温度梯度明显降低。
来源: 中国复材
超声技术和应用HighTech
艾邦高分子
复合材料漫谈


