






医疗器械博览会探究影响注塑成型周期时间相关因素
2022-08-12
对于注塑行业的从业人员而言,你们中的许多人都知道我们行业的一句老话,那就是我们买的不是注塑零件,我们卖的是机器时间。这并不完全正确。事实上,我们出售的是预计的机器时间。而对于机器时间预估的准确性将决定你的项目是赚钱还是亏钱。医疗器械博览会Medtec China上许多注塑成型相关展商也纷纷不断研究如何能减少注塑成型时间。
注塑厂根据估计的周期时间定价
对于注塑行业的任何项目而言,注塑厂需要在模具制造之前,或者在从客户处收到现有模具之前,必须对加工零件进行报价。这就需要注塑厂准确地估计项目产品的周期时间。
即使进行了模流分析,循环时间仍为预估的时间。虽然模流分析可能能够相当准确地预测所需的填充时间和冷却时间,但它无法预测模具、机器以及在许多情况下操作员的工作情况。它也无法预测在任何给定的机器上,尤其是旧机器上的工艺情况。因此,在报价注塑件时,对周期时间的预估非常关键。
如果该项目的年产量偏低,低估了周期时间工厂也不会有太大的损失。但对于年产量非常大的项目,周期时间估计的准确性就非常关键了。在房地产行业,行业口号是“位置,位置,位置”。在注塑行业,行业的口号应该是“周期时间、周期时间、周期时间”。
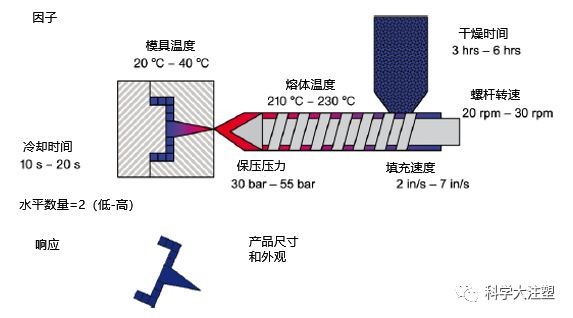
影响周期的要素
模具的总周期时间是以下列出的11个步骤的组合时间。当尝试降低周期时间时,需要分别考虑这些步骤进行优化。还需要考虑步骤之间的相互影响。
1.模具合模和锁定时间。
2.填充时间。
3.补缩和保压时间。
4.螺杆延迟时间。
5.螺杆塑化时间。
6.旋转后螺杆回吸时间。
7.冷却时间。
8.模具打开之前的冷却延迟或空闲时间。
9.模具打开时间。
10.零件顶出(和机器人捕获)时间。
11.顶出机构(和机器人)归位时间。
产品的脱模温度
从评估冷却零件所需的时间开始讨论。冷却时间通常会占据任何模具周期时间的最大百分比。事实上,它可以是周期时间的80%或更多。然而,在零件设计、模具设计和加工阶段,尤其是加工阶段,冷却往往没有得到充分考虑。但现在零件已经设计好了,模具也已经制作好了,怎么才能对冷却时间做一些优化?
首先要查看的是零件的脱模温度。
在拜访一些注塑厂的时间,我有时会惊讶地发现某些项目产品的脱模温度甚至比客户冷却塔的温度还要低。客户给我的理由是,如果脱模温度过高,零件散发的累积热量可能会导致一些内部应力引起零件变形。有些客户会说流道的一部分还处于熔融状态,他们会粘在零件上。我见过尼龙产品的周期时间大幅被延长,因为操作员抱怨产品脱模的时候太烫手。似乎每个客户都有延长周期时间的借口,但这些借口很少有合理的。
医疗器械博览会Medtec China塑膜成型服务与设备企业,包括英柯欧、摩瑞都、壹之璟、东莞市庚盈精密模具、江苏日成医疗科技、康程精密科技等也将在现场提供新型DF5系列-SBH10喷嘴加热器 、医疗行业用迷你干燥机、内镜配套耗材及维修配件、一次性使用硅胶导尿管&导尿包等。
针对不同精度要求的产品,RJG有推荐的对应产品脱模温度作参考。
当谈到喷射温度时,我们谈论的是零件,而不是流道。注塑厂卖的不是流道而是产品。检查模塑件温度的最佳方法是使用红外(IR)热成像相机。激光瞄准(精确定位)红外温度计没有那么精确,但是可以在零件被顶出弹出之后立即检查零件的温度。
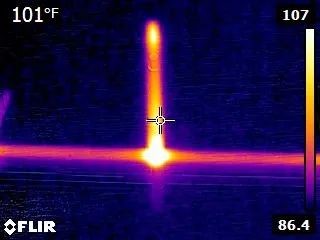
下图显示了具有均匀壁厚的中心浇口部件的热成像图。浇口或材料流动的起点是塑件上最热的区域。零件上的热点通常会决定工艺的冷却时间。任何可以对模具进行的减少热点的操作,例如铍铜镶件或3D打印随形冷却回路,都可以节省周期时间。

在模具打开后,立即用热成像相机拍摄模具的热图像(如下图)非常有帮助。但是模具钢具有高反射性,即使调整参数通常也会产生错误的温度读数。可以在测量前喷涂气溶胶,如Magnaflux SKD-S2,从而降低钢材的反射率,并提供更好的测量结果。也可以在特定的区域贴上一些颜色暗淡的胶带。
医疗器械博览会Medtec China技术论坛B:医疗器械生产过程中的塑模成型技术,议题覆盖如何解决医疗器械塑料件的高精度成形问题、新冠疫情下发那科注塑机的解决方案、真空微波干燥如何助力医疗器械塑料件的精密成型、塑料注射成型智能技术及应用等,点击快速预登记。

浇口和流道影响周期时间的情况并不少见。问题通常位于浇口、流道和冷料井的交叉处。通常这个区域是模具中材料最厚的部分,如下图所示,容易造成热量堆积,形成热点。
如果冷却时间太短,冷料井可以与流道分离,如下图所示,或者浇口可以与流道分开。当浇口与流道分离时,它可能会在模具打开时留在型腔中,损坏模具。
那么,怎么才能改善这种情况并缩短周期时间呢?如下是一些建议:
•确保浇口衬套进行了抛光(大部分材料)或者喷砂处理(聚烯烃和弹性体)。
•使用内锥度较小的浇口衬套。
•将浇道衬套凹陷,使其更短。
•用热浇口衬套更换冷浇口衬套。
•在流道与浇口相交处以及流与冷料井相交处添加角撑板(如下图)。
•在流道上增加加强筋,特别是在三板模具上,以防止卷曲和顶出问题。
来源: 科学大注塑


