






【独家】管材和平板专用激光切割机解决方案
2020-11-19
NPX Medical(位于明尼苏达州普利茅斯)属于一家相当专业的新制造商,其可为医疗器械制造商提供设计、工程和精密激光切割服务。该公司以其高质量的产品和快速响应在行业内迅速建立了声誉,该产品可支持多种器械(包括支架、植入物、瓣膜支架和柔性输送管),用于类似的多种外科手术干预(包括神经血管、心脏、肾脏、脊柱、骨科、妇科和胃肠道手术)。
该公司使用含有光纤激光器的机器,为各种器械和部署工具(例如支架、植入物和挠性管)提供服务。Motion Dynamics利用结合USP飞秒激光器以及包括飞秒激光器和光纤激光器在内的最新混合系统之一的机器,制造出主要用于神经病学的子组件(例如“拉线”组件),以实现最大的灵活性和多功能性。其主要激光切割机为StarCut Tube 2+2 ,配备有平均功率为200W的StarFiber 320FC。
超短脉冲激光器与光纤激光器
多年来常使用固态纳秒激光器(称为DPSS激光器)进行大多数激光微加工。但由于两种完全不同的激光类型的发展,现在已完全改变此种加工方式。随着最初为电信开发的光纤激光器不断成熟,其在许多行业中成为材料处理激光器的主力,且通常输出为近红外波长其成功的原因在于其具有简单的体系结构以及简单的电源可扩展性。使得此类激光器紧凑、高度可靠、易于集成至专用机器中,并且通常比老式激光器具有更低的拥有成本。对于微加工而言,重要的是输出光束可聚焦至直径仅几微米的干净小点上,因此其非常适用于进行高分辨率的切割、焊接和钻孔。其输出亦具有高度灵活性和能控性,脉冲速率可从单次激发持续至170 kHz。并且具有可扩展功能,支持快速切割和钻孔。
但光纤激光器在微加工中的潜在缺点在于其加工小特征和/或轻薄精细部件。长(例如50µs)脉冲持续时间会导致少量热影响区(HAZ)(例如重铸材料和微小边缘粗糙度),可能需进行一些后处理。幸运的是,新型激光器-具有飞秒输出脉冲的超短脉冲激光器(USP)-可消除热影响区问题。
使用USP激光器,可在喷射出的碎片扩散至周围物质前带走切割或钻孔过程中产生的大部分额外热量。具有皮秒输出的USP激光器长期以来用于涉及塑料、半导体、陶瓷以及某些金属微加工应用中(皮秒= 10-12秒)。但对于具有像人类头发般细的支柱的金属器械,金属的高热导率以及微小尺寸意味着皮秒激光器并不总是能提供更好的结果,这可证明早期USP激光器成本的增加属于合理增加。随着工业级飞秒激光器的出现(1飞秒= 10-15秒),这种情况已得到改变。例如Coherent Inc.摩纳哥系列激光器与光纤激光器具有相似特点,其输出为近红外波长,这意味着其可切割或钻孔医疗器械中使用的所有金属(包括不锈钢、铂、金、镁、钴铬合金、钛等)以及非金属。虽然短脉冲持续时间和低脉冲能量的结合可防止热损伤(HAZ),但高(MHz)重复率可确保许多高价值医疗器械的高性价比吞吐速度。
专用激光切割机
当然,在我们行业中几乎无人仅需1台激光器;相反其需要1台基于激光的机器,而现在有许多专门针对医疗器械切割和钻孔进行优化的机器。例如来自Coherent公司的StarCut Tube系列激光器,其可与光纤激光器、飞秒激光器结合使用,或者将其作为包括两种激光器类型的混合版本使用。
Coherent公司曾作为2020Medtec中国展展商,展示其可靠的激光切割、激光焊接和激光打标等各种解决方案,如果您也有类似产品,不妨联系我们参展加入Medtec中国展。参展报名请滑至文末点击“阅读更多”。
我们所述的医疗器械专用是什么意思?大多数此类器械基于定制设计,以有限的批量将其生产。因此,灵活性和易用性为关键考虑因素。虽然许多器械均由管坯制造,但也存在某些部件必须用平板材料精密加工而成;同一台机器必须同时处理这两种情况,以实现价值最大化。通常通过提供多轴数控(xyz以及旋转)运动以及简单编程和控制的用户友好HMI来满足此类需求。在StarCut Tube情况下,新管装载模块选项带有用于3 m长管的侧面装载料盒(称为StarFeed),以及用于切割产品的分拣器,允许进行完全自动化的手动生产。
通过支持湿切割和干切割,以及为需辅助气体工艺提供易于调节的输送喷嘴,此类机器的工艺灵活性得到进一步提高。空间分辨率对于加工极小零件尤其重要,这意味着热机械稳定性可消除机器车间经常遇到的振动影响。StarCut Tube系列可满足这一需求,其可通过大量花岗岩元素构造整个切割平台。
NPX Medical -切割不同组件
NPX公司创始人之一Mike Brenzel解释称,“公司创始人在医疗器械设计和制造方面具有多年丰富经验-总共超过90年-以及使用光纤激光器的类似StarCut机器的经验。我们的许多工作涉及镍钛诺切割,并且我们了解光纤激光器将提供我们所需的速度和质量。由于USP激光器速度过慢,可能无法满足我们所需的厚壁管和设备(例如心脏瓣膜)速度。除大批量生产订单外-我们专门生产小批量零件-仅5至150件-我们的目标是在短时间内(几天)完成此类小批量的彻底周转,其中包括设计、编程、切割、成型、后处理和检验,而大公司可能需要在下订单后几周内将其完成。除速度外,Brenzel还提到该机器的可靠性是其主要优势,在过去的18个月里,其几乎连续运行,无需呼叫任何服务
 图2.NPX提供各种后处理选项。此处显示的材料为T316不锈钢,外径为5 mm,壁厚为0.254mm。左侧部分为切割/微喷砂,右侧部分为电抛光。 除镍钛合金零件外,该公司还广泛使用钴铬合金、钽、钛以及几种医用不锈钢。激光加工经理Jeff Hansen解释称:“机器灵活性为另一项重要资产,其使我们能够支持真正多样化的材料(包括管材和扁平材)切割。对于较薄的管,我们可将光束聚焦至20微米的点上。某些管内径仅0.012英寸并且最新光纤激光器的高峰值功率与平均功率之比使我们的切割速度最大化,同时仍能提供所需的边缘质量。对于外径可能高达1英寸的大型产品,我们绝对需要提高速度。
图2.NPX提供各种后处理选项。此处显示的材料为T316不锈钢,外径为5 mm,壁厚为0.254mm。左侧部分为切割/微喷砂,右侧部分为电抛光。 除镍钛合金零件外,该公司还广泛使用钴铬合金、钽、钛以及几种医用不锈钢。激光加工经理Jeff Hansen解释称:“机器灵活性为另一项重要资产,其使我们能够支持真正多样化的材料(包括管材和扁平材)切割。对于较薄的管,我们可将光束聚焦至20微米的点上。某些管内径仅0.012英寸并且最新光纤激光器的高峰值功率与平均功率之比使我们的切割速度最大化,同时仍能提供所需的边缘质量。对于外径可能高达1英寸的大型产品,我们绝对需要提高速度。
除精密切割和快速响应外,NPX还提供全套后处理技术,以及综合设计服务,此类服务借鉴其在该行业的丰富经验。此类技术包括电抛光、喷砂、酸洗、激光焊接、热定形、成型、钝化、Af温度测试和疲劳测试,所有这些都是镍钛诺器械制造的关键。Brenzel称,使用后处理技术来处理边缘光洁度“通常取决于我们谈论的是高疲劳还是低疲劳应用。例如心脏瓣膜此类高疲劳零件在其寿命期间可能会弯曲10亿次,而在后处理过程中,使用喷砂处理来增加所有边缘的半径显得尤为重要。但对于输送系统或导丝此类低疲劳部件通常无需对其进行大量的后处理。在设计专业知识方面,Brenzel解释称,现在多达四分之三的客户除利用NPX的帮助和技能获得FDA批准外,并且使用其设计服务。该公司非常擅长在短时间内将“餐巾纸草图”概念转化为最终产品。
Motion Dynamics(Futurport,MI)为一家专业生产定制微型弹簧、医用线圈和电线组件的制造商,其使命是在尽可能短的时间内解决客户的问题,无论这些问题有多复杂或看似不可能。在医疗器械方面,其主要强调用于神经血管手术的复杂组件,其中包括高质量导线组件的设计、生产和组装,例如包括“拉线”组件在内的可操纵导管器械。
Motion Dynamics–创建神经病学程序的子组件
如前所述,光纤或USP激光器的选择属于工程偏好以及所支持器械和工艺类型的问题。Motion Dynamics总裁Chris Witham解释称,“该公司基于高度专注于神经血管产品的商业模式,我们可在设计、执行和服务方面提供差异化的结果。我们仅使用激光切割来生产我们在内部使用的部件,以制造高价值的“困难”组件,这已成为我们的专长和声誉;我们不提供激光切割作为合同服务。我们发现使用USP激光器完成大多数激光切割能达到最佳结果,几年来,我们一直使用配备有该激光器的StarCut Tube。由于我们产品在市场上具有强烈需求,因此我们每天实行两次(有时是三次)8小时轮班制,并且在2019年,我们需要收购另一台StarCut Tube来支持这一增长。但这次我们决定采用一种新的混合模式,其带有USP飞秒激光器以及光纤激光器。我们还将其与StarFeed加载器/卸载器进行配对,这样我们便可进行完全自动化切割-操作员仅需向进料器加载空白试管,并启动该产品的软件操作程序。
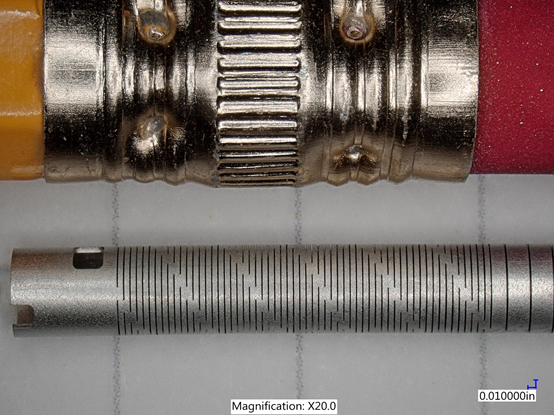 图3.采用摩纳哥飞秒激光器对此类柔性不锈钢输送管(显示在铅笔橡皮擦旁边)进行切割。 Witham补充称,虽然其偶尔会使用机器进行平切,但95%以上的时间是用于为其可操纵导管组件(即海波管、线圈和螺旋)创建或修改圆柱形产品,包括切割成型尖端和切割孔。此类组件最终用于动脉瘤修复和血凝块清除等手术。需在各种金属上使用激光切割机,其中包括不锈钢、纯金、铂和镍钛诺。
图3.采用摩纳哥飞秒激光器对此类柔性不锈钢输送管(显示在铅笔橡皮擦旁边)进行切割。 Witham补充称,虽然其偶尔会使用机器进行平切,但95%以上的时间是用于为其可操纵导管组件(即海波管、线圈和螺旋)创建或修改圆柱形产品,包括切割成型尖端和切割孔。此类组件最终用于动脉瘤修复和血凝块清除等手术。需在各种金属上使用激光切割机,其中包括不锈钢、纯金、铂和镍钛诺。
 图4.Motion Dynamics也广泛使用激光焊接。上图中,已将线圈焊接知激光切割管上。 激光选择?Witham解释称,优秀的边缘质量和最小化的切口其大多数组件的关键,因此其最初更偏向使用USP激光器。此外,此类激光器能切割该公司使用的所有材料,包括在其某些产品中用作不透辐射标记的微小金成分。但其补充称,新的混合选项包括光纤激光器以及USP,使其在优化速度/边缘质量问题上更具灵活性。“毫无疑问,此类光纤激光器可提供更快的速度,”其称。“但由于我们特殊的应用重点,这通常意味着需进行某种类型的后处理,例如化学和超声波清洗或电子抛光。因此,混合机器允许我们选择整体过程-单独的USP或光纤激光和后处理-为每个组件的最佳选择。其可使我们能够探索混合加工相同部件的可能性,特别是在涉及较大直径和壁厚的情况下:即首先使用光纤激光器进行快速切割,然后使用飞秒激光器进行精细切割。其预计USP激光器将是其首选,由于尽管其遇到的壁厚在1-20000之间,但其大多数激光切割涉及壁厚在4000到6000之间的不锈钢管。
图4.Motion Dynamics也广泛使用激光焊接。上图中,已将线圈焊接知激光切割管上。 激光选择?Witham解释称,优秀的边缘质量和最小化的切口其大多数组件的关键,因此其最初更偏向使用USP激光器。此外,此类激光器能切割该公司使用的所有材料,包括在其某些产品中用作不透辐射标记的微小金成分。但其补充称,新的混合选项包括光纤激光器以及USP,使其在优化速度/边缘质量问题上更具灵活性。“毫无疑问,此类光纤激光器可提供更快的速度,”其称。“但由于我们特殊的应用重点,这通常意味着需进行某种类型的后处理,例如化学和超声波清洗或电子抛光。因此,混合机器允许我们选择整体过程-单独的USP或光纤激光和后处理-为每个组件的最佳选择。其可使我们能够探索混合加工相同部件的可能性,特别是在涉及较大直径和壁厚的情况下:即首先使用光纤激光器进行快速切割,然后使用飞秒激光器进行精细切割。其预计USP激光器将是其首选,由于尽管其遇到的壁厚在1-20000之间,但其大多数激光切割涉及壁厚在4000到6000之间的不锈钢管。
综上所述,激光切割以及钻孔为制造各种医疗器械的关键工序。如今,由于核心激光技术的进步以及为满足该行业特殊需求而配置的高度优化的机器,此类工艺比以往任何时候更易于使用,并产生更好的效果。


