






小小的医疗导管、大大的功能!原来是多层共挤技术
2020-11-10
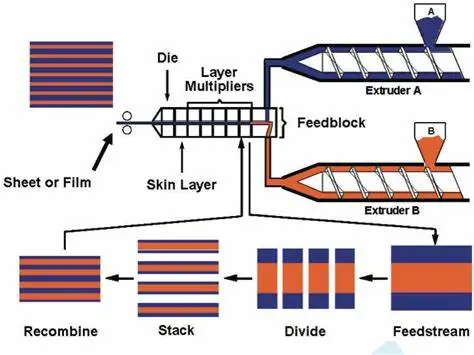
多层共挤技术是将两种或多种聚合物同时挤出并在共挤口模中形成具有多层结构的导管。不同挤出机中所选的材料的物理特性,摩擦系数和粘结特性不同。
相比单层导管挤出,多层共挤所面临的挑战大的多,特别是挤出壁厚均匀的导管的时候。这是因为不同聚合物的粘度,熔体温度和速度的差异会引起一系列问题,包括不同材料之间的分层。
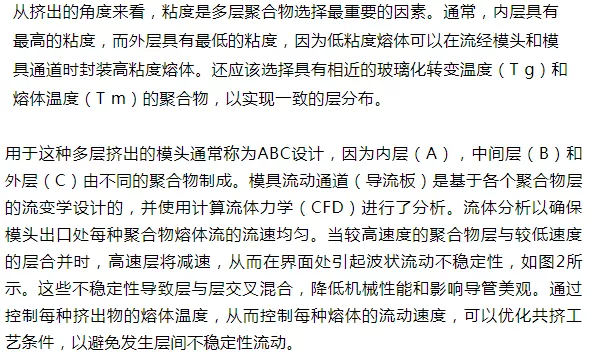
 不同的聚合物的化学性质不一样,层与层之间的粘附力较低,层界面处容易出现波状不稳定性。当选用具有低表面势能的聚合物时,情况更糟糕,由于相容性差,不同聚合物在共挤出过程中难以形成牢固的粘结而导致分层。
不同的聚合物的化学性质不一样,层与层之间的粘附力较低,层界面处容易出现波状不稳定性。当选用具有低表面势能的聚合物时,情况更糟糕,由于相容性差,不同聚合物在共挤出过程中难以形成牢固的粘结而导致分层。
共挤聚合物的选择 经皮腔内导管的多层管,该导管用于将血管成形术球囊或支架输送至动脉中的钙化 病变部位, 导管内层的摩擦系数要很低,可选用高密度聚乙烯(HDPE),以利于导管在导丝上前进。粘合中间层可以由改性的线性低密度聚乙烯(LLDPE)制成,外层可以是柔软的“可粘合”层,例如用于粘合非聚酰胺(PA12)或聚酯(PET)的聚醚嵌段酰胺(PEBA)。经皮腔内导管包含超薄的单个壁厚(低至25微米),其内径设计为支撑0.014英寸,0.018英寸和0.035英寸导丝。
现阶段,设计多层管,可需用的热塑性材料还是挺多。最常用的材料是传统上用于制造医用管的材料,例如聚酰胺(PA),热塑性弹性体(TPE),聚氨酯(PU),聚氯乙烯(PVC)和聚烯烃(PE)。
这些材料可以定制为包括药物洗脱成分,放射性物质,填充剂和/或颜色。但是,设计者必须考虑材料的加工温度,流动特性和熔体粘度。例如,不可能共挤出高熔点,高粘度的材料,如聚醚醚酮(PEEK),其熔融温度约为300 °C ,聚乙烯等材料的熔融温度约为50℃。因为温差太大,兼容材料在挤出在一起时会粘合。
为了组合两种化学上不同的材料,必须使用连接层。不需要增加其它的工序,让两种不同对的材料复合在一起成为可能。

 多层共挤的中间胶粘层
多层共挤的中间胶粘层 
 共挤同类聚合物
共挤同类聚合物 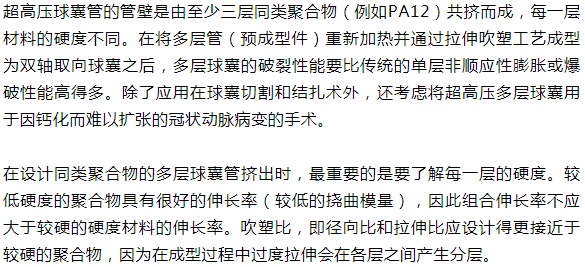
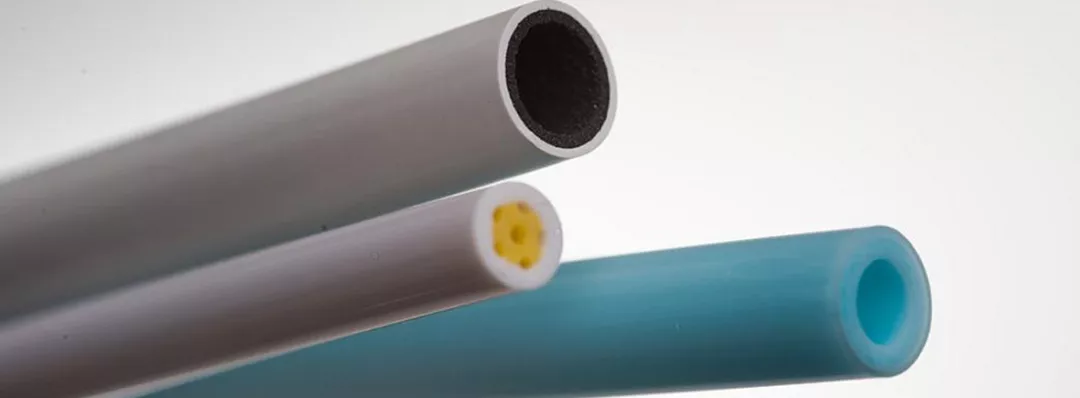
结论 当设计应用于血管内的共挤出多层导管时,聚合物的物理性能不是唯一的因素。为了获得最佳的挤出效果和导管性能,聚合物粘度,玻璃化温度,熔融温度和硬度以及它们在结构中相对位置也很重要。
图文来源:宁波弹性体商会


